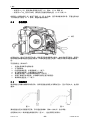
ESAB Caddy® Mig C200i は、溶接作業をより簡単かつ効率的にするよう設計されたコンパクトでポータブルな溶接機です。MIG/MAG 溶接と無ガス溶接の切り替えが可能です。0.6mm~1.0mmのワイヤーを使用します。保護ガスとしては、純アルゴン、混合ガス、純CO2が使用可能です。
Caddy® Mig C200iは、溶接作業の経験が少ない方でも簡単に操作できるよう、ユーザーフレンドリーなインターフェースを備えています。また、軽量で持ち運びが容易なため、さまざまな場所で溶接作業を行うことができます。
溶接作業の効率を高めるために、Caddy® Mig C200iには、溶接パラメータを素早く簡単に設定できるQSet™機能が搭載されています。また、溶接電圧を自動的に調整して最適な溶接を実現するア
ESAB Caddy® Mig C200i は、溶接作業をより簡単かつ効率的にするよう設計されたコンパクトでポータブルな溶接機です。MIG/MAG 溶接と無ガス溶接の切り替えが可能です。0.6mm~1.0mmのワイヤーを使用します。保護ガスとしては、純アルゴン、混合ガス、純CO2が使用可能です。
Caddy® Mig C200iは、溶接作業の経験が少ない方でも簡単に操作できるよう、ユーザーフレンドリーなインターフェースを備えています。また、軽量で持ち運びが容易なため、さまざまな場所で溶接作業を行うことができます。
溶接作業の効率を高めるために、Caddy® Mig C200iには、溶接パラメータを素早く簡単に設定できるQSet™機能が搭載されています。また、溶接電圧を自動的に調整して最適な溶接を実現するア




















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























ESAB Caddy® Mig C200i は、溶接作業をより簡単かつ効率的にするよう設計されたコンパクトでポータブルな溶接機です。MIG/MAG 溶接と無ガス溶接の切り替えが可能です。0.6mm~1.0mmのワイヤーを使用します。保護ガスとしては、純アルゴン、混合ガス、純CO2が使用可能です。
Caddy® Mig C200iは、溶接作業の経験が少ない方でも簡単に操作できるよう、ユーザーフレンドリーなインターフェースを備えています。また、軽量で持ち運びが容易なため、さまざまな場所で溶接作業を行うことができます。
溶接作業の効率を高めるために、Caddy® Mig C200iには、溶接パラメータを素早く簡単に設定できるQSet™機能が搭載されています。また、溶接電圧を自動的に調整して最適な溶接を実現するア
関連論文
-
ESAB Fabricator EM 400i, Fabricator EM 500i ユーザーマニュアル
-
ESAB Mig C3000i - Origo™ Mig C3000i ユーザーマニュアル
-
ESAB Aristo® 500ix ユーザーマニュアル
-
ESAB Mig 6502c ユーザーマニュアル
-
ESAB Mig C340 PRO ユーザーマニュアル
-
ESAB EWT 1000 ユーザーマニュアル
-
ESAB Warrior™ Feed 304 ユーザーマニュアル
-
ESAB Warrior™ 750i CC/CV ユーザーマニュアル
-
-
ESAB W82, Retrofit Mig 4004i WeldCloud™ ユーザーマニュアル