

Miller Electricは溶接機と溶接連装置の
あらゆる製を製造しています。
そのの質な弊社製にする情報は、
お近くのMiller販売理店にお い!わせいただき、最新の製カ
タログや%&用の'様書をお(けりください。おくの
またはサービスのをするには、1-800-4-A-Miller
においただくか、www.MillerWelds.com
にアクセスしてください。
Millerをおびいただき誠にありがとうございます。これであな
たは+すぐ',を終わらせることができます。しかもに終
わらせることができます。の方法でそれを行う時がないこ
とは-かっています。
そのような理由で、Niels Millerは1929年に最.にアーク溶接機
の製造を始めたとき、彼の製が期にわたる/0と1れた
質を提2することを確3しました。あなたと4様に、彼のお客
様も質が5るものにかける6算はありませんでした。弊社製
は最8をさらに9:る必要があり、お客様が購;できる最8の
ものである必要がありました。
+日も、弊社製を製造して販売する&々はその<統を継承し
ています。彼らはただ、1929年に確立した水準の質と/0
を満たす装置やサービスを提2するために尽?しているだけで
す。
本扱説明書は弊社製を最大活用できるように@られてい
ます。安A6措置は時をかけてよく読んでください。@業
場の潜B的なCから自-をD護するのに役立ちます。弊社は
素早く簡Eに設置および操@を行いま
す。Fらかの理由で装置のG理が必要な
場!は、 の解明に役立つトラブルシ
ューティングの章および のG正に役
立つ幅広いサービスネットワークをごP
用いただけます。特定のモデルにはD証
およびメンテナンス情報も提2されてい
ます。
弊社はISO 9001質システム
規格に登した、米Vで最.
の溶接装置製造W社です。
熱心にり組むこと -
弊社のパワーの源はビ
ジネスにおいて最も簡
EなD証によって支え
られています。
Millerからおへ
Mil_Thank1 2019‐01

1 - – ごにおみください 1...............................................
1‐1. シンボルマークのY用 1................................................................
1‐2. アーク溶接のC 1....................................................................
1‐3. 設置、操@およびメンテナンスのためのさらなるC 3.....................................
1‐4. カリフォルニア州有害物質規]法(プロポジション 65) 警a 4................................
1‐5. b要安A規格 4........................................................................
1‐6. EMF 情報 4...........................................................................
2 - 5................................................................................
2‐1. 追cの安Aシンボルと定義 5............................................................
2‐2. そののシンボルと定義 7..............................................................
3 - 8................................................................................
3‐1. シリアル番dと定格ラベルの場所 8......................................................
3‐2. ソフトウェアライセンス契約 8..........................................................
3‐3. デフォルトの溶接パラメ- タについての情報および設定にする情報 8........................
3‐4. 350モデルの'様 8.....................................................................
3‐5. 500モデルの'様 8.....................................................................
3‐6. 寸法と 9..........................................................................
3‐7. 的特性 9............................................................................
3‐8. 環境'様 9............................................................................
3‐9. デューティサイクルとオーバーヒート 11..................................................
4 - 12................................................................................
4‐1. 設置場所の択 12......................................................................
4‐2. 溶接m?端子とケーブルサイズの択*13..................................................
4‐3. 溶接m?ケーブルの接続 14..............................................................
4‐4. 10 ワイヤフィーダリモートコントロールソケットRC2の詳細 15..............................
4‐5. r検知ソケットRC3の詳細 15..........................................................
4‐6. s辺機t用ソケットRC22の機能 16.......................................................
4‐7. デバイスネット用ソケット 16............................................................
4‐8. 補uプロテクタCB1、通3パネル、緊急v止 17.............................................
4‐9. 気設wガイド 18......................................................................
4‐10. x相;?源の接続 19..................................................................
5 - セットアップ! 21................................................................
5‐1. 溶接:路 21............................................................................
5‐2. 溶接:路のインダクタンスを減らすための溶接ケーブルの置 22.............................
5‐3. 複数の溶接源のY用 23................................................................
5‐4. 複数の溶接アークに対するr検知リード線およびワークケーブルの接続 24...................
5‐5. 接y 27................................................................................
5‐6. MIG溶接における?学の30のポイント 29...................................................
5‐7. アークブロー 30........................................................................
5‐8. 基本的な溶接トラブルシューティング 31..................................................
6 - "# 34................................................................................
6‐1. オペレータ]御 34......................................................................
6‐2. ユーザーインターフェイス 35............................................................
6‐3. フロントパネル]御の説明 (第6‐2章を~照)36..............................................

7 - 37................................................................................
7‐1. 設定ウェブページへのアクセス 37........................................................
7‐2. ホーム画 37..........................................................................
7‐3. セットアップ画 38....................................................................
7‐4. セットアップ画 39....................................................................
7‐5. アーク管理画 40......................................................................
7‐6. データ管理画 41......................................................................
7‐7. ヘルプ画 41..........................................................................
8 - メンテナンスおよびトラブルシューティング 42.............................................
8‐1. 定期メンテナンス 42....................................................................
8‐2. 装置のブローアウト 42..............................................................
8‐3. エラーコードのトラブルシューティング説明および表 43.....................................
8‐4. エラーコードのトラブルシューティング説明および表 44.....................................
8‐5. トラブルシューティング 47..............................................................
9 - INSIGHT CORE
TM
のインストール 49.....................................................
9‐1. ライセンス契約 49......................................................................
9‐2. 接続性調査のダウンロード 49............................................................
9‐3. システムIPアドレスの得 49............................................................
9‐4. ContinuumのウェブページからInsight Coreを有にする 50...................................
9‐5. ネットワーク接続の設定 52..............................................................
9‐6. ネットワーク接続の確認 57..............................................................
9‐7. 装置のシリアル番dとライセンスキーを決める 58...........................................
9‐8. .期装置の登とアカウントの@成 60....................................................
9‐9. 追c装置の登 61......................................................................
10 - ./ 62........................................................................
11 - 350および500モデルの2リスト 70.......................................................
4

56
欧州4(CEマークき)製
MILLER Electric Mfg.Co.(1635 Spencer Street, Appleton, WI 54914 U.S.A.)はこの6で さ
れている!2が、789:および"#でめられた;$%<および"に&=していることを6
します。
製/装置の識:
!
2 ストッ
ク'>
Auto Continuum 350 CE 907660
Auto Continuum 500 CE 907661
Auto Continuum 350 CE DI 907660001
Auto Continuum 500 CE DI 907661001
理,W指:
• 2014/35/EU Low Voltage
• 2014/30/EU Electromagnetic Compatibility
• 2011/65/EU Restriction of the use of certain hazardous substances in electrical and electronic equipment
規格:
• IEC 609741:2012 Arc welding equipment – Part 1: Welding power sources
• IEC 6097410:2014 Arc Welding Equipment – Part 10: Electromagnetic compatibility requirements
署:
_____________________________________ ___________________________________________
David A. Werba 6?
!2(コンプライアンス、マネージャー
2017年2月27日
278134A

アーク)E*の EMF データシート
!2/+の,G
!
2 ストッ
ク'>
AUTO-CONTINUUM 350 CE 907660
AUTO-CONTINUUM 350 CE DI 907660001
AUTO-CONTINUUM 500 CE 907661
AUTO-CONTINUUM 500 CE DI 907661001
コンプライアンスHIの%-
用される規定指2014/35/EU
~照] 指2013/35/EU、推奨1999/519/EC
用される規格 IEC 62822-1:2016、IEC 62822-2:2016
用途 ☒業9のY用 ☐素&がY用
@業環境評/のため熱果を考慮する必要がある ☒ はい ☐ いいえ
@業環境評/のため熱果を考慮する必要がある ☐ はい ☒ いいえ
☒ データは最大源容に基づいている(
ファームウェア/ハードウェアが変更されていないり有)
☐ データはワーストケース設定/プログラムに基づいている(設定オプション/溶接プログラムが変更されるまでのだけ
有)
☐ データは複数の設定/プログラムに基づいている(設定オプション/溶接プログラムが変更されるまでのだけ有)
職業ばくがばく度0 (ELV)を:っている ☒ はい ☐ いいえ
標準設定での康への影について (いいえの
場!、特定の必最小距が提2される)
職業ばくがばく度0 (ELV)を:っている ☐該当なし ☒ はい ☐ いいえ
標準設定での感覚への影について (該当する、およびいいえの場!、的な措置が必要)
職業ばくがアクションレベルを:っている ☐ 該当なし ☒ はい ☐ いいえ
標準設定 (該当する、およびいいえの場!、特定の表記が必要
)
./J0のEMFデータ
ばく指標(EI)および溶接:路までの距(該当する場!、操@モードけ)
胴
肢(手)
肢
(大腿)
感覚
への
影
康
への
影
標準
距
10 cm 10 cm 10 cm 3 cm 3 cm
ELV EI @
標準
距
0.15 0.09 0.14 0.08 0.18
必要な最
小
距
1 cm 1 cm 1 cm 1 cm 1 cm
すべての職9のELVばく指数が0.20(20%)を:る距 6 cm
すべての般ELVばく指数が1.00(100%)を:る距 115 cm
試者: Tony Samimi 試日: 2016年8月5日
279066-A

OM‐277115 ページ 1
1 − – ごにおみください
som 2020-02_jpn
7
#12およびK2をLMから43 — 4%なおよび"#をよくんで、Nい、45してください。
1-1. シンボルマークの
P6!- .8しなかった5に9Qまたは4MをRくP
6な:;を<します。=>するSれのあるP6はシンボ
ルマークの?に@、またはテキストでされていま
す。
.8しなかった5に9Qまたは4MをRくUAVがあ
るP6な:;を<します。=>するSれのあるP6はシ
ンボルマークの?に@、またはテキストでされて
います。
- にしないをします。
. なをします。
このグループのシンボルマークは、警a!、注意!、感、
、温のCを意しています。@業には、これらの
Cを止するためシンボルマークを確認し、かつの連の
説明を読んでください。
1-2. アーク)EのP6
WXのシンボルマークは、=>するSれのあるP6についてB
YをZCすると[\に、P6を するためDをEして
されています。マークのあるFでは、 に「BY」し、
GHするをIしP6Jに]めてください。WXでは
1‐5に@の^%_&にあるKLHIの%-のみ
を@しています。すべての_&をみ、それにNうよう
にしてください。
M#をNする2のみが、D+のり`け、"#、メンテナン
スおよびaをOうようにしてください。M#をNするものと
は、されたbc、、またはdPなefをNするこ
とによって、またはgQなR,、STおよびUVによって、^
W、#1またはプロジェクトにGするhWをXYするAiをj
できる2、およびGHするP6を,し.8するための
STをkけている2としてされています。。
"#lは、m( にno)を`けないでください。
の気系に触れると、致的な感ま
たは大な火を生じさせる能性があります。
溶接棒および@:路はm?がONの場!通状
態
にあり、;?源:路および装置の:路も
源がオンの時には通しています。自または
自ワイヤ溶接では、溶接ワイヤに接触している
ワイヤ、ワイヤリール、ドライブロールハウジン
グおよびすべての 属は通しています。装
置りけが正しく行われていないか、または接
yがな場!はCです。
D @の気系に触らないでください。
pにより9Q7qが=>するSれが
あります。
D 燥した、穴の!いていない絶縁手袋および護服を着用して
ください。
D 絶縁マット、または@業場、床との物理的接触を止できる程
度の大きさのカバーをY用して@業場または床から@業者を絶
縁します。
D 湿気のある、濡れている、狭い場所、または落のCがある
場!ではAC溶接m?をY用しないでください。
D 溶接方法で必要な場!のみ、AC m?をY用するようにしてく
ださい。
D AC m?が必要な時は、リモコンm?]御をY用してください
(]御機能のある装置の場!)。
D 次のような気的にCな状況のいずれかが存Bする場!、追
cの安A6措置が必要です。湿った場所にいる、または濡れ
た衣服を着ている。床、格子、足場などの 属構造物の9にい
る。座る、腰、横たわるなど窮屈な姿になっている。対象
物またはyとの"けられないまたは然の接触のC性が
い。このような状況の場!、次の装置をの#にY用します
。1) 自DC定r(ワイヤ)溶接機、2) DC手(スティック)
溶接機、3) !:路rを減少させたAC溶接機。ほとんどの
状況で、DC定rワイヤ溶接機をY用することをおめしま
す。&で@業をしないでください。
D 装置のりけ、またはサービス実施には;?源接続を外
すか、またはエンジンをv止させます。;?源のロックアウ
トまたはタグアウトは、OSHA 29 CFR 1910.147 (安A基準を~
照)に従って行ってください。
D 装置のりけ、接y、操@は、本扱説明書、Vおよび自治
の法に従って正しく行ってください。
D 常に源接yを確認 - ;?源接yコードが断ボックスの接
y端子に、またコードプラグが端子に正しく接続されているか
点検、確認します。
D ;?接続工,を行う場!は、まず最.に接y線が正しくり
けられているか確認してから、接続をしてください。
D コードをいた状態にDち、油やグリースがかないようにし
て、熱い 属や火花からD護します。
D ;?源コードと接y線が損していないか、または線が
¡きmしになっていないかを定期的に点検します。損してい
る場!は直ちに¢換してください。線が¡きmしの場!、接
触により死£,故が発生する能性があります。
D 装置をY用しない時は、すべての源をOFFにしてください。
D 摩耗、損がある、サイズが小さい、またはG理されたケーブ
ルをY用しないでください。
D ケーブルをに掛けないでください。
D 溶接対象物を接yする必要がある場!は、%のケーブルをY
用して直接接yしてください。
D @業場、床またはの装置の溶接棒に接触している状態で溶接
棒に触れないでください。
D !:路rが2¤になるため、2¥の溶接機に接続されている
極ホルダに4時に触れないでください。
D ¦-メンテナンスを行った装置のみをY用するようにしてくだ
さい。破損したは直ちにG理または¢換してください。説
明書に従ってメンテナンスを実施してください。
D 床よりい場所で@業する場!は、安Aハーネスを着用して
ください。
D すべてのパネルおよびカバーは所定の§置にりけてくださ
い。
D ワークケーブルは、良質の 属接触を用いて溶接@業が能
な近さで溶接対象物または@業¥に¨定します。
D 溶接対象物に接続されていない場!は、の 属物との接触を
"けるためワーククランプを絶縁します。
D 1つの溶接m?端子に複数の溶接棒またはワークケーブルを接
続しないでください。Y用していないケーブルを外します。
D 湿気の多い場所や濡れた場所で補u装置を操@するときは、G
FCID護をY用してください。
ri*をりsしたtのインバータ)E*に
は、かなりのDCvがwxします。
D に触れるに、必ず説明書の指示に従ってユニットの源
をオフにし、;?源を外して、;?コンデンサを放させま
す。
Z[の2によって\MするUAVが
あります。
D 素手で温状態のに触らないでくださ
い。
D 機tのメンテナンス@業を行うには、©ª
期を置くようにします。
D 温のの扱い時には、火止のために、扱にし
た工や、みと断熱果のある溶接用手袋・衣$を着用し
てください。

OM‐277115 ページ 2
溶接によりヒュームおよびガスが発生します。こ
のようなヒュームおよびガスを¬い込むと、康
を害する能性があります。
ヒュームおよびガスはP6です。
D %をヒュームに近けないでください。ヒュームを¬い込まな
いようにしてください。
D ヒュームが発生した場!は@業場所の換気を行うか、またはア
ーク点で局所強]排気装置をY用して溶接ヒュームとガスを排
気します。換気が¦-であることを断するために推奨される
方法は、@業®がさらされるヒュームおよびガスの成-とを
サンプリングすることです。
D 換気が¦-でない場!は、認定済みの送空気マスクを着用する
ようにしてください。
D 安Aデータシート
(SDS)および接着¯、コーティング、クリ
ーナー、消耗、©ª¯、脱脂¯、フラックス、 属にする
製造°の説明書をよく読み、理解してください。
D 狭い場所で@業する場!は、必ず¦-換気を行うか、または送
空気マスクを着用し、訓練を(けた監視®を置するようにし
てください。溶接により発生するヒュームおよびガスは空気を
r排し、これによる&素レベルの±は&身,故または死£,
故を引き起こします。²¬用の空気が安Aであることを確認し
てください。
D 脱脂、洗浄または塗装@業は、その近くで溶接@業を行わな
いでください。アーク熱および³線は、水蒸気と´応し極めて
有害かつµ激性の強いガスを発生させます。
D ¶'、'またはカドミウムメッキ(等のコーティング¸理さ
れた 属を溶接する場!は、溶接§からコーティングを)¹
し、換気を¦-に行って送空気マスクを着用してください。
コーティングまたは、コーティング¸理された 属を溶接する
と、有害なヒュームが発生する恐れがあります。
アーク溶接により生ずるアーク³線は、強烈な
視および視の(紫外および赤外)³線を発生さ
せ、これにより目および皮膚が焼ける恐れがあり
ます。溶接§から火花が*散します。
D 溶接または目視時に目および%をアーク³線や火花からD護
できる、フィルターレンズのなシェードきの認定済み
溶接ヘルメットを着用してください(安A基準のANSI Z49.1お
よびZ87.1 ~照)。
D 認定済みのサイドシールドき安A眼+を着用した9で、ヘ
ルメットを着けてください。
D D護スクリーンまたはバリヤをY用し、,³、³線、火花か
ら@業者外の者をD護します。@業者外の者がアークを
目視しないように警aを行ってください。
D º夫で-燃性の素材(.、»手のコットン、ウール)で@ら
れた身D護を着用してください。身D護には、皮手
袋、»手のシャツ、裾折り返し無しのズボン、/、および
帽子などのオイルフリーの衣$が¾まれます。
アーク|]によりおよび^_が`け
るSれがあります。
タンク、ドラム缶またはパイプのような密0され
た容tを溶接すると爆発する恐れがあります。溶
接アークから火花が*散する恐れがあります。*
散した火花、温状態の溶接対象物、および温
状態の装置により火災または火が発生する恐れがあります。溶
接棒が誤って 属物に接触すると、スパーク、爆発、オーバーヒ
ートまたは火災が発生する恐れがあります。種溶接@業を行う
には、@業場所の点検を行い
安Aを確認するようにしてください。
)Eにより\aまたはb=が=>する
Sれがあります。
D 溶接アークから35 ft (10.7 m) の距にあるすべての燃物
は移するようにしてください。これが能な場!は、認定
済みのカバーで燃物をしっかりと覆ってください。
D 火花が燃性物質に*散する恐れのある場所では溶接@業を行
わないでください。
D *散する火花および温状態の 属から@業者およびそのの
者をD護してください。
D 溶接火花および溶接から生じた温状態の物質は、微細なクラ
ックおよび穴を通って1接-に2します。
D 火災に注意し、消火tを手°に置くようにしてください。
D 天¿裏、床、3壁または4断壁などで溶接@業を行った場!、
見えない場所で火災が発生する恐れがあることに注意してくだ
さい。
D タイヤのリムやホイールを断したり溶接したりしないでくだ
さい。タイヤをc熱すると爆発する恐れがあります。G理した
リムとホイールでは故5する能性があります。安A基準のO
SHA 29 CFR 1910.177を~照してください。
D 燃性のある容t、またはタンク、ドラム缶、パイプのような
密0された容tの溶接は、AWS F4.1およびAWS A6.0 (安A基
準を~照)に従ってな準wを行ってから実施するようにし
てください。
D 燃性の埃、ガス、液蒸気(ガソリンなど)が大気に¾まれ
る能性がある場所では溶接を行わないでください。
D 明な距経路による溶接流の2給、および感、火花、
火災のCを"けるため、感溶接点にm来るだけ近い場所に
ワークケーブルを接続します。
D À結したパイプを溶接機で解かさないでください。
D 装置をY用しない時は、極棒をホルダからり外し、また溶
接ワイヤをコンタクトチップの所で断します。
D º夫で-燃性の素材(.、»手のコットン、ウール)で@られ
た身D護を着用してください。身D護には、皮手袋、
»手のシャツ、裾折り返し無しのズボン、/、および帽子な
どのオイルフリーの衣$が¾まれます。
D 溶接@業のには、ガスライターまたはマッチ等のすべての
燃物を@業者のからしてください。
D @業が完Âしたら、その6域を点検して火花、燃えさし、炎が
ないことを確認します。
D 正しいヒューズまたは:路4断tのみY用してください。大き
すぎるものをY用したり、無視したりしないでください。
D 温@業の場!は、 OSHA 1910.252 (a) (2) (iv) およびNFPA
51Bの要Ãに従い、近くに火災監視装置と消火tを用意してく
ださい。
D 安Aデータシート(SDS)および接着¯、コーティング、クリ
ーナー、消耗、©ª¯、脱脂¯、フラックス、 属にする
製造°の説明書をよく読み、理解してください。
c}したd~やefによりをgMする
Sれがあります。
D 溶接、チッピング、ワイヤブラッシングおよ
び研磨により火花および 属の*散が発生し
ます。溶接§が©えると、9記@業により
スラグが発生します。
D 認定済み安A眼+を着用した9で、溶接ヘルメットを着ける
ようにしてください。
ガスのhにより、mi7qまたは9
Q7qが=>するSれがあります。
D r縮ガスをY用しない時は、2給を止めてく
ださい。
D 狭い場所で@業を行う場!は、常に換気を行うか、または認
定済み送空気マスクを着用するようにしてください。
jおよびkj (EMF) がめlみmn
にoをえるUAVがあります。
D ペースメーカーやそのの埋め込みÅ療機t
の装着者は近づかないようにしてください。
D 埋め込みÅ療機tの装着者は、アーク溶接、スポット溶接、
ガウジング、プラズマアーク、誘導c熱操@の近くに行
くに、Å師と装置の製造°に相談する必要があります。
溶接方法または溶接装置から発生する78に
より聴覚に5害が発生する恐れがあります。
D 78レベルがい場!は、認定済み耳
用護を着用してください。
pqによりrsにtが=>するSれ
があります。

OM‐277115 ページ 3
r縮ガスボンベにはrガスが¾まれます。損
すると、ボンベが破裂する恐れがあります。ガス
ボンベは溶接工程でY用される要な機材です。
扱には¦-注意してください。
uLしているボンベはuvするSれが
あります。
D 9熱、衝撃、物理的損、スラグ、裸火、火花およびアークか
らr縮ガスボンベをD護してください。
D ボンベを¨定支持またはボンベラックに直立§置に¨定し、
落転Æをいでください。
D ボンベを溶接@業またはの気:路に近けないでくださ
い。
D 絶対にガスボンベ9に溶接トーチを掛けないでください。
D 絶対に溶接棒をボンベに接触させないでください。
D 絶対にcrされたボンベを溶接しないでください。破裂しま
す。
D 溶接用に設計された正なr縮ガスボンベ、レギュレータ、ホ
ース、りけ のみをY用するようにしてください。これ
等のおよび連を良好な状態にDつようにしてくださ
い。
D ボンベのバルブを!く時は、バルブmÈから%をしてくださ
い。バルブ!くときにレギュレータの後に立たないでくださ
い。
D バルブをY用しているか、またはY用のため接続している場!
を)き、D護キャップをりけるようにしてください。
D な装置と正しい手#をY用して、¦-な&数でボンベの持
ち9げ、移、輸送を行ってください。
D r縮ガスボンベ、連装置にする説明、および安A基準に記
載のr縮ガスÉW (CGA) 発行P-1を読み、これに従うようにし
てください。
1-3. 、"#およびメンテナンスのためのさらなるP6
\aまたはb=のP6
D 装置を燃性物の表、9またはその近く
にりけたり、置いたりしないでくださ
い。
D 装置を引火性物の近くにりつけないでくだ
さい。
D 屋線を9負荷状態にしない - 源システムのサイズ、定
格が正であること、および本装置のY用時に源システム
のD護機能が@することを確認してください。
+をwとすとgMするUAVがあり
ます。
D フック用穴はユニットをÊり9げる時のみY
用するようにしてください。ギヤ、ガスシリ
ンダまたはそののアクセサリを@させな
いでください。
D 装置のÊり9げおよび支持には正しい手#となÊり9げ
機をY用してください。
D 装置の移にフォークリフトをY用する場!、フォークさ
が装置の´対Ëのまでの距よりも¦-いことを確認し
てください。
D 空で@業するときは、装置(ケーブルやコード)を移
の車Ìから:ざけてください。
D いや装置を手で持ち9げる場!は、改正されたNIO
SH持ち9げ計算式のアプリケーションマニュアル
(Publication No. 94-110) のガイドラインに従ってください。
xにするとオーバーヒートする
Sれがあります。
D ©ª期を設けるようにします。定格Y用率
に従ってください。
D Í度溶接@業を!始するには、流を減少
させるか、またはY用率をげてください。
D 装置への空気の流れを妨げたり、フィルタをかけたりしない
でください。
c}する\yによりgMするUAVが
あります。
D 目や%をD護するためフェイスシールドを着
用してください。
D な%、手、および身のD護を着
用し、安Aな場所にあるな安A装置き
の研磨機にのみタングステン極を形成しま
す。
D 火花が火災につながる能性があります - 燃物を近づけ
ないでください。
z(ESD) によりPC ボードがuL
するSれがあります。
D ボードまたはをり扱うには、接yさ
れたリストストラップを装着してください。
D PCボードをD管、移または発送する場!
は、な止バックをY用するように
してください。
U2によりgMするUAVがあり
ます。
D に触らないでください。
D ドライブロール等のピンチポイントに触らな
いでください。
)EワイヤによりgMするUAVがあ
ります。
D 指示がmるまでは、溶接トーチスイッチを押
さないでください。
D 溶接ワイヤの装着時に、溶接トーチを@業者
の、@業者外の者または 属にけない
でください。
バッテリーのb=によりgMするUA
Vがあります。
D バッテリーのÎ、または車のジャンプスタ
ートのために溶接機をY用するには、その目
的のために設計されたバッテリーÎ機能が
必要です。
U2によりgMするUAVがあり
ます。
D ファンのようなに近づかないでくだ
さい。
D すべてのドア、パネル、カバーおよびガード
を0じて¨定します。
D メンテナンスやトラブルシューティングのため、必要に応
じてドア、パネル、カバー、または安A装置をり外す場!
は、必ず資格を有する@業®が行ってください。
D メンテナンスが終Âし、;?源をÍ接続するに、ドア、
パネル、カバー、または安A装置をÍ度りけてくださ
い。
をんでください。
D 装置を設置、操@、またはG理するに、す
べてのラベルと扱説明書をよく読んでそれ
に従ってください。説明書の始めと章にあ
る安Aにする情報をお読みください。
D 製造業者の純正の¢換のみをY用してください。
D 扱説明書、業界基準、Vおよび自治の法に従って、設
置、メンテナンス、およびG理を行ってください。

OM‐277115 ページ 4
Z{により|が=>するSれが
あります。
D s波(H.F.) は、無線ナビゲーション、コン
ピュータ、通3機t、その種子機tに
干渉する恐れがあります。
D 子機tに精通した、資格を有する者のみにこの装置のり
けを行わせるようにしてください。
D りけにより干渉が発生した場!は、お客様Ëで資格を
有する気技術者に の改8をÐ;するようにしてくださ
い。
D 当局から干渉が発生している旨の通aを(けた場!は、直ち
に装置のY用を止してください。
D 定期的にりけ状態をチェックし、良好なりけ状態を
維持するようにしてください。
D s波源のドアおよびパネルをしっかり0め、スパークギ
ャップを正しく設定するとに、干渉の発生を最小に抑え
るため接yおよびシールドを行ってください。
アーク)Eにより|が=>するSれが
あります。
D 磁エネルギーにより、コンピュータ、ロボ
ット等のコンピュータ]御による装置を¾む
精密子機tが干渉を
(ける恐れがあります。
D 溶接@業を行う場所にあるすべての装置が磁的に!した
ものであるかを確認してください。
D 干渉の能性を減らすため、溶接ケーブルはm来るだけ短く
して束ね、床等の±§置に置くようにしてください。
D 精密子機tから100メートルれた場所で溶接@業を行う
ようにしてください。
D 本説明書に従って溶接機がりけられていることを確認し
てください。
D 干渉が継続する場!は、お客様Ëで溶接機を移する、シー
ルドケーブル、ラインフィルタをY用する、または@業場所
をシールドする等の対策を講じるようにしてください。
1-4. カリフォルニアNf}"~(プロポジション 65)
: D!2によって、などをNするbf}にさらされ
るUAVがあります。これは、VそのKの>nA
にするoを¡きCこすことがカリフォルニアにおいて
されています。
KLについては、www.P65Warnings.ca.gov をごください。
1-5. ^%"#
Safety in Welding, Cutting, and Allied Processes, American Welding
Society standard ANSI Standard Z49.1. Website: www.aws.org.
Safe Practice For Occupational And Educational Eye And Face
Protection, ANSI Standard Z87.1 from American National Standards
Institute. Website: www.ansi.org.
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1 from
Global Engineering Documents. Website: www
.global.ihs.com.
Safe Practices for Welding and Cutting Containers that have Held
Combustibles, American Welding Society Standard AWS A6.0 from
Global Engineering Documents. Website: www.global.ihs.com.
National Electrical Code, NFPA Standard 70 from National Fire Protection
Association. Website: www.nfpa.org and www. sparky.org.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1
from Compressed Gas Association. Website:www.cganet.com.
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2 from Canadian Standards Association.
Website: www.csagroup.org.
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B from National Fire Protection Association.
Website: www.nfpa.org.
OSHA Occupational Safety and Health Standards for General Industry,
Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart N, Part
1910 Subpart Q, and Part 1926, Subpart J. Website: www.osha.gov.
OSHA Important Note Regarding the ACGIH TLV, Policy Statement on
the Uses of TLVs and BEIs. Website: www.osha.gov.
Applications Manual for the Revised NIOSH Lifting Equation from the
National Institute for Occupational Safety and Health (NIOSH).
Website: www.cdc.gov/NIOSH.
1-6. EMF HI
導を流れる流は局所的な界および磁界(EMF)を引き起こし
ます。アーク溶接(およびスポット溶接、ガウジング、プラズマア
ーク、および誘導c熱操@を¾む連工法)からの流は、溶
接:路s辺にEMFを発生させます。EMFは、ペースメーカーなどの
の埋め込みÅ療機tに干渉する能性があります。埋め込みÅ
療機tの装着者をD護するための対策を講じる必要があります。た
とえば、通行&のアクセスを]したり、溶接機に対して%のリ
スク評/を実施したりします。すべての溶接機は、溶接:路からの
EMFのばくを最小に抑えるために、次の手#をY用する必要が
あります。
1. ケーブルを撚る、テープで束ねる、またはケーブルカバーをY
用してケーブルをまとめます。
2. 溶接ケーブルのにを置かないでください。ケーブルを片Ë
にまとめて、@業者からすようにしてください。
3. ケーブルをに巻きつけたり、掛けたりしないでください。
4. できるり溶接:路の装置からや胴をすようにしてくだ
さい。
5. ワーククランプを溶接対象物のm来るだけ近くに接続します。
6. 溶接源の横で@業をしたり、座ったり、寄り掛かったりしな
いでください。
7. 溶接源またはワイヤフィーダを<びながら溶接を行わないで
ください。
めlみmnについて:
埋め込みÅ療機tの装着者は、アーク溶接、スポット溶接、ガウ
ジング、プラズマアーク、誘導c熱操@を行うまたは近づく
に、Å師と装置の製造°に相談する必要があります。Å師の許が
ある場!、9記の手#に従うことが推奨されます。

OM‐277115 ページ 5
2 −
2-1. ¢のシンボルと
.
のシンボルはCEにのみされています。
警a!注意!シンボルが示すようなCが発生する能性があります。
Safe1 2012-05
燥した絶縁手袋を着用してください。素手で溶接棒に触らないでください。濡れた、または破れた手袋を
着用しないでください。
Safe2 2017-04
@業場やyから自-自身を絶縁することで感からD護してください。
Safe3 2017-04
装置で@業するに;?プラグまたは源を外してください。
Safe5 2017-04
%をヒュームに近けないでください。
Safe6 2017-04
強]排気装置、または局所排気装置をY用してヒュームを排気してください。
Safe8 2012-05
換気扇をY用してヒュームを排気してください。
Safe10 2012-05
燃物を溶接に近づけないでください。燃物の近くで溶接を行わないでください。
Safe12 2012-05
溶接火花が火災のÑÒとなる能性があります。近くに消火tを用意し、いつでもそれをY用できる監視®
を置してください。
Safe14 2012-05
ドラム缶や密0された容tで溶接を行わないでください。
Safe16 2017-04

OM‐277115 ページ 6
ラベルをはがしたり、塗りつぶしたり(カバーしたり)しないでください。
Safe20 2017-04
?をcえると、損したが破裂するまたはのを破裂させる恐れがあります。
Safe26 2012-05
の破片が*散して負する恐れがあります。装置のG理を行う=は必ずフェイスシールドを着用してく
ださい。
Safe27 2012-05
装置のG理を行う=は必ず袖で襟をボタンを締められる服を着用してください。
Safe28 2012-05
Óのようにな6措置を講じてから、源を装置に接続してください。
Safe29 2012-05
ドライブロールで指を負する能性があります。
Safe32 2012-05
溶接ワイヤと>は@、溶接rになっています。手や 属物を近づけないでください。
Safe33 2017-04
製(該当する場!)を般廃棄物と緒に廃棄しないでください。
指定されたÔ?施設に廃棄することで、廃気子機t(WEEE)をÍP用またはリサイクルしてください。
詳細についてはお近くのリサイクル,局または販売理店にお い!わせください。
Safe37 2017-04
帽子と安A眼+を着用してください。耳用D護と襟きボタンシ
ャツを着用してください。なフィルターシェードき溶接ヘル
メットを着用してください。完Aな身護を着用してください
。
Safe38 2012-05
装置での@業または溶接を行うに、トレーニングを(け説明書
をよく読んでください。
Safe40 2012-05
>5min
V
V
V
源をった後も;?コンデンサにはCなrが残っています。
フルÎされたコンデンサに触らないでください。源をってか
ら必ず5-待って装置での@業を行うか、または;?コンデンサの
rをチェックして、その0がほぼ0であることを確認してからに
触ってください。
Safe43 2017-04

OM‐277115 ページ 7
2-2. そのKのシンボルと
. のシンボルはCEにのみされています。
V
r
オン
r;
?
D護接
y
アー
ク?
X
デューティサイ
ク
ル
%
パ
ーセント
x
相
溶接対象物
に
対
す
るコールドジョグ
(インチ)
説
明
書
を
読
む
プ
ロ
グ
ラム
時
¢流
流
(AC)
リモート
マイナス
変
イン
ダク
タン
ス
ガ
スメタルアー
ク
溶接(GMAW)
U
2
従来
の
負荷
r
I
2
定格溶接
流
x
相的
s
波数
変換t-変rt-
整流t
A
流
オフ
アー
ク?
増c
U
0
定格無負荷
r(OCV)
Hz
ヘルツ
U
1
次
r
IP
D護
の
程度
S
の
C
な
場所け
I
1eff
最
大有2給
流
定
流
I
1
次
流
ワイヤの
種$
トリ
ガ
ーホールド
オンインジケータ
ーライト
m?
ワイヤフィード
トリ
ガ
ーホールド
オフ
シー
ケ
ンス
ガ
スの
種$
トリ
ガ
ーホールド
オフインジケータ
ーライト
溶接対象物
から
れるコールドジョ
グ(インチ)
I
1max
定格
最
大2給
流
ガ
スによる
パ
ージ
ロッ
ク
プ
ロセス
アー
ク]御
直流
流
(DC)
;
?
プ
ラス
定
r
:
線接続

OM‐277115 ページ 8
3 −
3-1. シリアル'>と#ラベルの
本製のシリアル番dと定格情報は背にあります。定格ラベルをY用して;?源の要Ãと定格m?を決めます。+後の~照のため、本説
明書の裏表紙にあるスペースにシリアル番dを書き込んでください。
3‐2. ソフトウェアライセンス¤-
エンドユーザーライセンス契約および第x者ソフトウェアにする第x者からの通知および契約条Ãは、
https://www.millerwelds.com/eula から;手することができ、~照することにより本書に組み込まれます。
3-3. デフォルトの)Eパラメ- タについてのHIおよびにGするHI
- すべてのが。Miller Electric
にはエンドユーザーの !による"のおよび#$%&られた'の()*+に,づいて"の-%なパラメータおよび2"を3
"してデフォルトにするよう28されていますが、このようなデフォルト2"は9:のみを;%としており、<=%な>?は@の()*
+および"'のABによりCをDけるEFがあります。すべてのパラメータおよび2"のGHIは、"'の*Jに,づいてK*に
LじてエンドユーザーがMNしOPするK*があります。エンドユーザーは、QRなSTのUおよびVW、デフォルトのパラメータお
よび2"のXまたはVW、および>?としてYじるすべての>?の<=%なZおよび[\Iについて]^_をうものとします。Mill
er Electric は、";%へのQFIの`aをbむあらゆる`aをcdにefします。
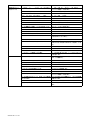
3-4. 350モデルの
. STのghiのjkをって、l2mの*Jを3めないでください。 !nのoにするpqについては、r 4‐10 sとr 4‐11 sを
9:してください。
. tSTは、<u405C (1045F)のvwxyで"z{!を|}します。
ri
*
#)E¦i
CCモード
のQ§
CVモード
のvQ§
.の¨
©v
#g¦i
50/60 Hz、ªで
のriアンペア¬
KVA KW
380 V 400 V 380 V 400 V 380 V 400 V
x
相
350 A @ 34 V DC、100%の
デューティサイクル
20~400 A 10~44 V 75 21.8
(0~1A*)
20.8
(0~1A*)
14.4
(0.8*)
14.4
(0.8*)
13.8
(0.17*)
13.8
(0.17*)
*アイドリング:;?アンペア数はアイドリングに変しますが、常に1アンペア未満です。?率の計算には1アンペアをY用します。
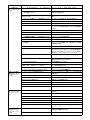
3-5. 500モデルの
. STのghiのjkをって、l2mの*Jを3めないでください。 !nのoにするpqについては、r 4‐10 sとr 4‐11 sを
9:してください。
. tSTは、<u405C (1045F)のvwxyで"z{!を|}します。
ri
*
#)E¦i
CCモード
のQ§
CVモード
のvQ§
.の¨
©v
#g¦i
50/60 Hz、ªで
のriアンペア¬
KVA KW
380 V 400 V 380 V 400 V 380 V 400 V
x
相
500 A @ 40 V DC、100%の
デューティサイクル
20~600 A 10~44 V 75 34.9
(0~1A*)
33.2
(0~1A*)
23.1
(0.8*)
23.1
(0.8*)
21.9
(0.17*)
21.9
(0.17*)
*アイドリング:;?アンペア数はアイドリングに変しますが、常に1アンペア未満です。?率の計算には1アンペアをY用します。

OM‐277115 ページ 9
3-6. ~と4
ホールレイアウトの
~
278352‐C
*フック用穴を¾むさ
**ブートを¾むさ
B
C
D
A
E
G
F
**717 mm
(28.22 1インチ)
632 mm
(24.89
1
インチ)
462 mm
(18.19
1インチ)
*691 mm
(27.19
1インチ)
A 445 mm (17.52イン
チ
)
B 441 mm (17.33イン
チ
)
C 665 mm (26.17イン
チ
)
D 409 mm (16.09イン
チ
)
E 58 mm (2.28イン
チ
)
F 12 mm (0.47イン
チ
)
G
12 x 25mm
(0.47 x 1インチ)
4
350モデル:
58 kg (127 lb)
500モデル:
67 kg (148 lb)
フッ
ク
の
4
°
:
453 kg (1000 lb) 最大
3-7. zP V
溶接源の的 (m?) 特性は、GMAWプロセスは~Iとして、CAC-AプロセスはIとして説明できます。的特性は、コン
トロール設定(ソフトウェアを¾む)、溶接棒、シールドガス、溶接材料、そのの要Òによっても影を(けます。溶接源の的特性に
する的な情報については、工場にお い!わせください。
3-8. ±
A. IP#
IP
#
IP23S
本装置は屋外用に設計されています。D管はできますが、D護されていないり、AB時に屋外での溶接にY用することを目的としていま
せん。
IP23S 2014-06
B. k²V (EMC) にGするHI
! クラスAのD+は、³´のµvoシステムからiを¶る·¸¹でのをPとしてしていません。º»¼{と¼
{が½¾で、そのようなではk²Vを4するのが¿になるUAVがあります。
本装置はIEC 61000-3-12に準拠していません。の±rシステムに接続されている場!、必要に応じてネットワーク,業者と相
談して、装置を接続できるか確認するのは設置者または装置P用者の責Õです。IEC/TS 61000‐3‐4は、±rネットワークで16 Aを超え
る;?流を有するアーク溶接装置の設置にわるÖ者のガイドとしてY用できます。
ce‐emc 2 2014‐07
C. [
#\
[
Q
§
45\
[
Q
§
-10~40°C (14~104°F) -20~55°C (-4~131°F)
Temp_2016‐07

OM‐277115 ページ 10
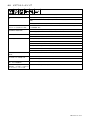
D. lÀEEPNf}HI
V
电
t
电
子
×
有害物质的称
Ø
¾
VEEP有害物質情報
Ã称
コンポーネント
(如果适用)
(該当する場!)
有害物质
有害物質
C
'
汞
水D
E
カドミウム
Ù
ÚF
Ù/クロム
多溴联苯
ポリ臭Ûビフェニ
ル
多溴
Ü
苯G
ポリ臭Ûジフェニ
ルエーテル
HIÝIÃ
HJおよびJ
X O O O O O
耦!装置
結!装置
X O O O O O
开
Þ装置
!0装置
O O X O O O
线缆Ý线缆
Ã
ケーブルおよびケーブルア
クセサリ
X O O O O O
电池
バッテリ
X O O O O O
本表格Ð据
VSJ/T 11364
的规定编]
.
本表はVSJ/T 11364に従って@成されています。
O:
表示该有害物质B该Ã所有均质材料的¾均BVGB/T26572规定的要求.
のすべての均質物質における有害物質の濃度が、VGB/T 26572の連するしきい0を:っていることを示します。
X:
表示该有害物质至少B该Ã的某均质材料的¾超mVGB/T26572规定的要求.
の1つ9の均質物質における有害物質の濃度が、VGB/T 26572の連するしきい0を9:っていることを示します。
电t电子×的环DY用期Ð据VSJ/Z11388的规定确定.
このEEPのEFUP0はVSJ/Z 11388に従って定義されます。
EEP_2016-06

OM‐277115 ページ 11
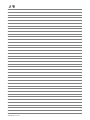
3-9. デューティ
サイクル
と
オ
ー
バ
ーヒー
ト
デューティサイクルとは、装置
がオーバーヒートすることなく
定格荷で溶接できる10-の
ß!です。
装置がオーバーヒートすると、
温度自調節tが!き、m?が
v止し、©ªファンが実行され
ます。装置が©えるまで15-待
ちます。溶接を行うに流
またはデューティサイクルを
げます。
- yなデューティサイク
ルは、STをし`aが
になる(Iがあります。
5-溶接 5-à憩
オーバーヒート
0
15
A/V
または
デューティサイクルを
げる
-
duty1 4/95 - SA‐268 499‐A / 268 498‐A
連続溶接
350Aで100%のデューティサイクル 400Aで60%のデューティサイクル
350モデル
0
15
A/V
または
デューティサイクルをげる
-
連続溶接
600Aで50%のデューティサイクル
500モデル
6-溶接 4-à憩
500Aで100%のデューティサイクル

OM‐277115 ページ 12
4 −
! ガソリンやÁ=VのÂがwxする
では、 Gなが;%になること
があります - NEC Article 511または
CEC Section 20をÃしてください。
! +をみ4ねないでください。Äに
はBYしてください。
1 フック用穴
2 リフティングフォーク
フック用穴とリフティングフォークをY用
して装置を移させます。
リフティングフォークをY用している場!
は、フォークを装置の´対Ëを超えるまで
áばします。
3 ハンドカート
カートまたは4様の機tをY用して装置を
移させます。
4 :線断装置
な;?源の近くに装置を置しま
す。
4-1.
の
Å
または
1
2
と
Loc_continuum 2018‐08
3
または
! ÄれるUAVのあるで
+をさせたり"#し
たりしないでください。
4
460 mm
(18 インチ)
460 mm
(18 インチ)

OM‐277115 ページ 13
4-2. )E¦inとケーブルサイズのÅ*
- のケーブルの] (のiを9:) は、2tのケーブルのさをみFわせています。えば、nがから100 ft
(30m) れているEF、のケーブルの]は 200 ft (100 ftのケーブル×2) です。200 ft (60 m) のをてケーブルのサイズを3めます。
)Eケ
ー
ブ
ルのサ
イズ
**と
)E
.
の
ケ
ー
ブ
ル (
]
) の
xし***
100 ft (30 m)
W
X
150 ft
(45 m)
200 ft
(60 m)
250 ft
(70 m)
300 ft
(90 m)
350 ft
(105 m)
400 ft
(120 m)
)E
10~60%の
デューティ
サイクル
AWG (mm
2
)
60~100%
のデューテ
ィサイクル
AWG (mm
2
)
10~100%のデューティサ
イク
ル
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x2/0 (2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95) 2x4/0 (2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 2x4/0 (2x120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x3/0 (3x95)
600 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x4/0 (3x120) 3x4/0 (3x120)
* このÓは
般的
な
ガ
イドラインであり、すべての用
途
に
しているわけではありません。
ケ
ー
ブ
ル
が
オーバーヒートした場
!
は、
次
に
大
きいサイズのケーブルをY用してください。
** 溶接ケーブルのサイズ (AWG) は4VのrA、または1Aあたり少なくとも300CMの流密度のいずれかに基づいています。
( ) = mm
2
(メートル法をY用する場!)
*** 本ガイドに示す距よりい距の場!は、米V溶接ÉW (http://www.aws.org) から;手できるAWS Fact Sheet No 39の溶接ケーブルを
~照してください。
Ref. S‐0007‐L 2017-08
メ
モ

OM‐277115 ページ 14
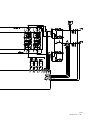
4-3. )E¦iケーブルのE
278352-C
259120-C
! *をオフにしてから)E¦inま
たはソケットにEします。
! È、LMがある、サイズがÉさい、
またはaされたケーブルをしな
いでください。
! )EケーブルをしくEしないと、
xなZ[になって¦\したり、+
をLMしたりする5があります。
すべての接続が緩んでいないことを確認
します。
. ケーブルと{!のに
もTかないでください。ケーブル
と{!のiがきれいである
ことをdfします。
1 負 (-) m?端子 (スタッドカバーの)
2 正 (+) m?端子 (スタッドカバーの)
3 Eフィーダの場!の正しい溶接ケー
ブル接続
4 2/09のÜケーブルの場!の正し
い溶接ケーブル接続
5 Kった溶接ケーブル接続
6 溶接m?端子ボルト
7 ナット
8 溶接ケーブル端子
9 m?端子
溶接m?端子から属のナットとボルト
をり外します。ボルトを溶接ケーブル
端子の穴と溶接m?端子の穴に挿;しま
す。溶接ケーブル端子がm?端子に対し
てしっかり締まるまでナットをボルトに
ねじ込みます。45~55 ft lb (61‐75 N·m)
のトルク。
必要なツール:
6
3
7
8
9
5
19 mm (3/4インチ) (m?
端子の接続の場!)
6
4
7
8
9
8
2/0WÊの24ケーブル
/
2
1
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
























































































関連論文
その他のドキュメント
-
 CKD KBX-00 ユーザーマニュアル
CKD KBX-00 ユーザーマニュアル
-
 CKD KBX-30(折返し軸) ユーザーマニュアル
CKD KBX-30(折返し軸) ユーザーマニュアル
-
GYS BALANCING SYSTEM MIG LIFT COMPACT データシート
-
 CKD KBX-50(ベルト軸) ユーザーマニュアル
CKD KBX-50(ベルト軸) ユーザーマニュアル
-
GYS SUPPORT UNIVERSEL DEVIDOIR MIG LIFT PRO データシート
-
-
-
 CKD MEVT-T11R・MEVT-T30Rシリーズ ユーザーマニュアル
CKD MEVT-T11R・MEVT-T30Rシリーズ ユーザーマニュアル
-
Oriental motor SB50 取扱説明書
-
 Victor Technologies iCNC XT™ CNC Controller ユーザーマニュアル
Victor Technologies iCNC XT™ CNC Controller ユーザーマニュアル




