Miller电气公司制全系列的 焊接机和
焊接有关的设备。 关其它质Miller
品的信息,请当地的Miller品售
商联系,索取最新的全系列品目录或单品样本资料。若想
知离您最的售商或维修理,请拨打:1-800-4-A-Miller;
或浏览我的网站:www.MillerWelds.com。
并您购Miller品。您现在的工作变得心所欲,
得心应手。我知您再必考虑别的方式。
正是 Niels Miller 在1929年次制电弧焊机的初衷,要使
的品具有经衰的值和超的品质。正如您样,的客
户现在再离开它。Miller品必是精益求精的,必是
您所能到的最佳品。
天,Miller品的制和售员正继承着传统。担负
着提供符合1929年建立的标准的质和值的设备及服务的
大使命。
本用户手册帮您Miller品获取最大利益而设计。请您花时
读其安全注意。它有助您保护自己免受工作现场潜
在危的伤害。我已将安装和行程变得快而简单。用
Miller品,您可受后多年的可
服务和正确维护。如果由某种原因,您
要对设备行修理,手册的故检修
章可帮您找到症结所在,我庞大的服
务网络帮助您解决。本手册提供
符合您的设备型号的保修和维护信息。
Miller公司是美国第
家注册ISO 9001:2000
质体系标准的焊接
设备制商。
象您样的勤工作 -
每台Miller电焊机!
"有本行最省心的保
证作支持。
来Miller的封

录
1 - 安 - 用前 1............................................................
1-1. 符号使用 1............................................................................
1-2. 电弧焊危 1..........................................................................
1-3. 安装、操作和维护相关的其危害 3......................................................
1-4. 加州 65 号提案警告 4...................................................................
1-5. 要安全规范 4........................................................................
1-6. 电磁场(EMF)信息 4..................................................................
2 - 定 5...............................................................................
2‐1. 其安全符号和定 5..................................................................
2‐2. 其符号和定 7......................................................................
3 - 格 8...............................................................................
3‐1. 序列号和%牌的位置 8..................................................................
3‐2. &许可协议 8........................................................................
3‐3. 关'认焊接参数和设置的信息 8........................................................
3‐4. 规格 8................................................................................
3‐5. 环境规格 8............................................................................
3‐6. 焊类型、规格和度表 9..........................................................
3‐7. 外形尺寸和安装孔布局 10................................................................
4 - 安 11...............................................................................
4‐1. 典型设备位置 11........................................................................
4‐2. (接 11................................................................................
4‐3. )程 10 *机控制插座 RC2 信息 12....................................................
4‐4. (接焊接+出电缆 13....................................................................
4‐5. 安装焊枪 14............................................................................
4‐6. 安装导管和滚, 15................................................................
4‐7. 安装和穿插焊 16......................................................................
5 - 护故排 17.....................................................................
5‐1. 日常维护 17............................................................................
5‐2. 故检修 17............................................................................
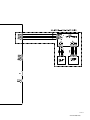
6 - 电气原理图 18.........................................................................
7 - 列 20...........................................................................
服务

性声明
欧盟(CE 标志)品。
勒电气制司,1635 Spencer Street, Appleton, WI 54914 U.S.A.声明,本声明标的品合
定的欧法和标准的基本 求和条款。
品/设备标识:
品
!号
Auto Continuum
左手侧机
CE 301207
Auto Continuum
右手侧机
CE 301208
欧盟指:
·2014/35/EU 低压指
·2014/30/EU 电磁兼容性指
·2011/65/EU -制在电气和电子设备使用某有害物质指
标准:
• IEC 60974-2:2013 弧焊设备 – 第 2 .分:液体冷却系统
• IEC 60974-10:2014 弧焊设备
– 第 10 .分:电磁兼容性要求
签名:
_____________________________________ ___________________________________________
David A. Werba
声明日期
品设计合规.经理
2017 年 1 月 25 日
278210A

OM-273476 第 1 /
1 - 安 - 用前
som_2020-02_chi
7
护您己和受害 — 并"守#$ 的安注意%和操明并妥善&好本手册。
1-1. 号用
危'!- )*具有危'性的处境,如果+,将
导员死或$受。可,发生的危'由-.的号
)或文字形式/0明。
)*具有危'性的处境,如果+,可,导
员死或$受。可,发生的危'由-.的号)或
文字形式/0明。
- 。
. 。
符号表示警告!当心!发生电击、1动.和热.的危。请查
看2的符号及相关说明,
解3免危害所应4取的必要措施。
1-2. 电弧焊危'
本手册用的列号用来)提1注意和别可,发生的危
'。当您2到#3号时,应引45惕,"循有关的明,+
发生危'。6的安息只是1-5
所列的更完整 安7的概8。并"循所有安
7。
本9备的安、:0、护和理必;由合格的员/0。合格
员定拥有<=可的学历、或地,或>拥有富
的?、培@、AB,并成功地现出C决D域、工或%
-关EF的,力,并接受安培@,够G并+-关危'
的员。
操期H,应I止,特别是J接K。
触摸带电的电气.可成致命的危或
烧伤。在有+出的情况,电极和工作电5!
是带电的。当电源接6时,+入电源电5和机
器内.电5!是带电的。在行自动或半自
动焊接时,焊、焊盘、,支架及接
触焊的所有7属.!是带电的。正确的
设备安装或接地当是极其危的。
D 要触摸带电的电气.。
电击可死。
D 戴干燥无孔的绝缘手套和8体9护装备。
D 使用大小足9止8体物理接触工或地2的干燥绝缘垫或盖
板,将自8工和地2绝缘开。
D 在潮湿或密:区域或有摔到的危时,要使用流焊接+出。
D 只有当焊接方法要时,才使用AC+出。
D 如果设备"有)程+出控制,要AC+出时应使用)程+出
控制。
D 当列安全情况存在时:工作环境比;潮湿或穿着潮湿衣服。
直接在可能直接导电2如地2、脚手架工作。工作空受-
坐着、<着或=着行工作。可3免要同工接触的情况。
要注意>加的安全?9并建议:1)4用半自动直流焊机(焊
焊),2)直流手工焊机(焊条焊)或3)@低开5电压的流焊
机。在多数情况,建议4用直流恒压焊焊接。要单独
工作。
D 行设备安装和维修前,应断开+入电源或停止发动机。
根据OSHA 29 CFR 1910.147 (参见安全规范),A定+入电源。
D 根据用户手册和国家、地方规范,正确行设备的安装、接地和
操作。
D 检查电源接地 - 检查并确保+入电源电缆的接地线正确(接到
断箱的接地端子,或电缆插头正确(接至接地正确的插座+
出口。
D +入接线(接前,先(接接地线,并复检查。
D 保持电线干燥,没有油B和油污,并3免其接触到热7属物和
火花。
D 经常检查+入电源线和地线是否有损坏或裸C - 如有损坏立
即更换 - 裸C的电线可致命。
D 使用时,应切断所有设备。
D 可使用磨损、有缺D、尺寸够或修理的电缆。
D 可将电缆缠绕在8体。
D 如果要求工接地,应使用独立的电缆直接接地 - 可使用工
夹或工作电缆。
D 如果你正工、地2或另台电焊机的电极相接触时,可触
摸电极。
D 可同时触摸台焊机的焊枪。台焊机的开5电压叠加对体
存在危。
D 只可使用维护良好的设备。发现.损坏应立即修理或更换。
设备维护应根据手册要求。
D 如果在空作,应系安全带。
D 所有2板及盖板!应牢固安装。
D 电缆夹工或工作台应有良好的接触,并尽可能接焊
接处。
D 当工夹工(接时,应将其绝缘,3免7属物体
接触。
D 每焊接+出端子只能(接电极或根工作电缆。
请断开未使用焊接方法的电缆。
D 在潮湿的地方操作E助设备时要使用GFCI保护。
L变焊机在断电后有很MN流电压存在。
D 接触何.前,应按照维护章的说明关:设备,断开+入
电源,并行+入电容器放电。
热可成烧。
D 可用手触摸热的.。
D 对设备行操作前,应充分冷却。
D 必使用F当的工具,或佩戴合格手套拿取热
.。

OM-273476 第 2 /
焊接生烟气。吸入烟气对您的健康成
危害。
烟气有害。
D 使头.)离烟G。可吸入。
D 应在工作区域加设排H和/或在焊接.位使用局.强制6H,清
I焊接烟G和气体。确定6H是否足够的推荐方法,是对操作
员所暴C的烟G和气体的成分和浓度行4样分析。
D 如果6H畅,应使用合格的供气呼吸器。
D 读并理解粘合剂、涂料、清洁剂、耗材、冷却剂、I油剂、
药芯和7属的安全数据表(SDS)及制商的说明。
D 只有当6H良好,或戴供气呼吸器的条,才能行封:空
的焊接作。作时,>应有受J培训的员看护。焊
接烟G和气体弥散到空气,@低氧气水平,成8伤害或
死。应确保呼吸空气安全。
D 可在I脂、清洁和喷涂作的地方行焊接。焊接生的热和
电弧射线蒸气反应形成毒性和刺激性的气体。
D 要在有涂层的7属行焊接,如:KL、KM或KN材料,
IO焊接处的涂层已被I掉或焊接区6H良好。必要时,应戴
供气呼吸器。焊接时含有元素的涂层和7属P放出有
毒烟G。
焊接程的电弧射线生强烈的可见或可见光
线(紫外和红外)灼伤眼睛和皮肤。焊接喷射
火花。
D 行焊接或查看时,应戴"有F当的滤光Q9护罩的合格焊
接头盔,保护2.和眼睛免R电弧射线和火花的伤害(参照
安全规范列的ANSI Z49.1和Z87.1)。
D 在头盔S戴合格的侧2有护板的安全眼Q。
D 使用保护屏或挡板保护周围员受弧光和火花的影响甚至
伤害,警告周围员要用肉眼直接观察电弧。
D 穿由牢固的T燃材料(皮U、厚棉、羊毛)制成的8体9护
装备。8体9护装备包括诸如皮手套、厚衬衣、无翻V裤、
筒W和帽子等无油服装。
电弧射O灼PQ或RS。
在罐、桶或管等封:容器行焊接作时,
可能成爆炸。焊接电弧X溅出火花。X溅的
火花、热的工和热的设备起火和燃烧。焊条
小心7属物接触生火花、爆炸、热、或火
灾。在行何焊接工作前,应检查并确保焊接工作区域安全。
焊接可导火灾或爆炸。
D 清I焊接区域35英尺(10.7米)内的所有易燃物。如果能做到
点,应当使用合格的覆盖物紧紧盖住易燃物。
D 在X溅火花可能波及易燃材料的地方可行焊接作。
D 保护自己和免受X溅火花或热7属物的危害。
D 应该警惕焊接火花和热的材料很容易地缝Y和开口处X溅到
区域。
D 注意火灾,>应准备灭火器。
D 应该明白当在屋Z、地板、楼梯斜Z、或[板处焊接时,\
蔽处起火。
D 得切割或焊接在,]或,子。,胎受热可能发生爆炸。经
维修的,],子可能发生故。请参安全标准列出的
OSHA 29 CFR 1910.177。
D 要在装有易燃物的容器行焊接,可在诸如罐、桶或管
等封:容器行焊接,IO地方已按照AWS
F4.1和AWS A6.0(参见安全规范)准备妥当。
D 要在可能含有可燃性粉尘、气体或液体蒸气(如汽油)的气
氛行焊接。
D 将工作电缆(接在尽可能接焊接区域的工,9止焊接走
线^,增加故引起电击和火灾的可能性。
D 可使用焊枪融化冻结的管。
D 使用时,应移去焊_S的焊条,或接触处切断焊。
D 穿由牢固的T燃材料(皮U、厚棉、羊毛)制成的8体9护装
备。8体9护装备包括诸如皮手套、厚衬衣、无翻V裤、筒W
和帽子等无油服装。
D 行焊接前,应将诸如打火机、火柴等易燃物8I去。
D 完成作后,要检查工作区域,确保其没有火花、灼热的余烬和
火焰。
D 只可使用正确规格的保或断5器。要使用大的规格或根
本用它。
D 按照 OSHA 1910.252 (a) (2) (iv) 和 NFPA 51B *对热作的
要求行,并在>安排位消9值班员并准备灭火器。
D 读并理解粘合剂、涂料、清洁剂、耗材、冷却剂、I油剂、药
芯和7属的安全数据表(SDS)及制商的说明。
T溅的U属物或灰尘害PQ。
D 焊接、切割、`刷清理及磨光!生火花
及7属物溅出。当焊接冷却时,生焊渣
崩裂。
D 即便使用焊接头盔,应戴侧2有罩的安全
眼Q。
气的VW可,命。
D 使用时,应关断压缩气体的供气。
D 对封:的空要行6H处理,或使用合格的
供气呼吸器。
电X场(EMF)影响植式医疗器械。
D 佩戴起搏器及其植入式医疗器械的员请
)离本设备。
D 植入式医疗器械"戴者在接电弧焊、点焊、
气刨、等离子弧切割或感应加热等作区前
应向自己的医生及器械制商咨询。
焊接程或设备发出的噪声可损坏听力。
D 如果噪声水平,应戴合格的护耳装置。
噪声可,听力有害。
压缩气体`瓶内装有压气体。如果损坏,`瓶可
能爆炸。由气瓶6常是焊接的组成.分,
应小心处置。
如果[瓶损坏可,爆炸。
D 压缩气体`瓶3免受热、机械振动、物理损坏、残渣、明火、
火花和电弧。
D `瓶应直立安装,固定到稳固的支架或`瓶架,9止倒落。
D `瓶应)离何焊接或其它电气回5。
D 要使焊炬缠到`瓶。
D 要让焊接电极接触`瓶。
D 要在压缩`瓶行焊接 - 否则成爆炸。
D 只使用F合的用压缩气体`瓶、调节器、气管及";并对它
及相关.行良好的维护。
D 打开`瓶aJ时,应将脸3开aJ出口。打开aJ时,要站在
调节器的前2或后2。
D IO`瓶正在使用或接6准备使用,否则应将9护罩盖。
D 使用合F的设备,正确的程序、足够的员吊装、移动、+压
力罐。
D 读并b守关压缩`瓶及有关设备的说明,及安全规范列
的CGA出版物P-1的规定。

OM-273476 第 3 /
1-3. 安、操和护-关的其危害
火灾或爆炸危'。
D 可将设备安装或放置在可燃的表2、其方
或>。
D 可将设备安装在易燃物的>。
D 建筑布线负荷可大 - 应确保供电系统具有F当的规模、
c定值及9护措施。
9备掉\成]害。
D 升吊设备时只可使用吊眼,可使用行
装置、`瓶或何其它>。
D 使用正确规程具有足够功率的设备升吊和支
撑设备。
D 如果使用叉d移动设备,应确保叉子的^度足延伸到设备的
背后。
D 在空作时,要让设备(电缆和电线))离移动的de。
D 手动提的.或设备时,应b守NIOSH提公式修订版应
用手册(出版号94-110)的指导性说明。
^度用成^热。
D 设备每[段时应行冷却;应b守c定
的负f持续率。
D 新开始焊接前,应@低电流或减小负f持
续率。
D 可堵塞或滤供给设备的气流。
T溅的火_成]害。
D 戴2罩,保护眼睛和2.。
D 只能在处安全位置并带有F当9护罩的磨床
研磨g电极,而脸.、手.及8!要穿
戴合F的9护装备。
D 火花可成火灾 — 要)离易燃物品。
`电(ESD)损坏印刷电a板。
D 在碰印刷电5板或.前,应戴接地护
腕带。
D 保存、移动或+印刷电5板时应使用F
当的9h电包装袋或包装箱。
b动的可成]害。
D )离移动的.。
D )离夹点,例如滚,。
焊可成]害。
D 可擅自搬动焊枪板机。
D 穿焊时,可将焊枪指向8体的何.位、
其或何7属。
电池爆炸可成]害。
D IO焊机带有J设计用给电池充电的功
能,否则要用焊机给电池充电或对de
行跨接起动。
b动的可成]害。
D )离移动.,例如H扇。
D 所有J、2板、盖板和9护板应关:实。
D 必要时应由合格员来拆IJ、2板、盖板或9护板便行
设备的维护和故检修。
D 设备的维护完成后接电前必装好所有打开的.分。
明。
D 安装、操作或维修设备前要细读所有标
签和本用户手册的说明并b照其要求行。
请认真读本手册的开头.分和每章节的
安全信息。
D 只能使用制商提供的原厂替换。
D 要根据本用户手册、行标准及国家和地方的规范要求行
设备的安装、维护和维修。
Mcd射成干扰。
D i干扰无线电导航、安全设施、电脑
和6讯设备。
D 只有熟悉电气设备的合格的员才能行
安装。
D 用户有责指派合格的电气员立即修复由安装成的何
干扰故。
D 如果收到美国联j6信委员(FCC)的干扰6知,应立即停
止使用该设备。
D 应对安装行定期的检查和维护。
D i源的J和2板应关:实,正确设置火花Y,使用接地
或屏蔽减小可能的干扰。
电弧焊成干扰。
D 电磁场干扰敏感电子设备如电脑和电脑k动
的设备如机器。
D 应确保焊接区域的所有设备!是电磁F应的。
D 要@低干扰,焊接电缆应尽可能短,相,@低位置,
如放在地板。
D 焊接操作应距离何敏感电子设备至少100米。
D 应确保根据本手册行焊机的安装和接地。
D 如果干扰然存在,用户必4取c外措施如移动焊接机、
使用屏蔽电缆、使用线5滤波器、或屏蔽工作区域。

OM-273476 第 4 /
1-4. 加州 65 号提案5告
5):用本品可,接e包括f在内的在加利g尼州已?可
癌、成天hi或其生殖害的化学物j。
有关kl息,参 www.P65Warnings.ca.gov。
1-5. 安7
Safety in Welding, Cutting, and Allied Processes, American Welding
Society standard ANSI Standard Z49.1. Website: www.aws.org.
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1 from American National Standards Institute.
Website: www.ansi.org.
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1 from Glob-
al Engineering Documents. Website: www
.global.ihs.com.
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0 from Global
Engineering Documents. Website: www.global.ihs.com.
National Electrical Code, NFPA Standard 70 from National Fire Protection
Association. Website: www.nfpa.org and www. sparky.org.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1
from Compressed Gas Association. Website:www.cganet.com.
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2 from Canadian Standards Association.
Website: www.csagroup.org.
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B from National Fire Protection Association.
Website: www.nfpa.org.
OSHA Occupational Safety and Health Standards for General Industry,
Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart N, Part
1910 Subpart Q, and Part 1926, Subpart J. Website: www.osha.gov.
OSHA Important Note Regarding the ACGIH TLV, Policy Statement on
the Uses of TLVs and BEIs. Website: www.osha.gov.
Applications Manual for the Revised NIOSH Lifting Equation from the
National Institute for Occupational Safety and Health (NIOSH).
Website: www.cdc.gov/NIOSH.
1-6. 电X场(EMF)息
流经何导体的电流可生局.电磁场(EMF)。行电弧焊(及相
关焊接方法,包括点焊、气刨、等离子弧切割和感应加热作等)所
生的电流在焊接电5周围形成电磁场。电磁场可能干扰某医
疗植入物(如起搏器)的工作。必4取措施保护佩戴医疗植入物的
员。例如,-制5经作现场或对焊工行H评估。所
有焊工!应b守程序,便最大程度地减少暴C到来自焊接电5
的电磁场:
1. 6拧绞或并行的方法,尽可能使电缆。
2. 要让8体处在焊接电缆。
将电缆布设在)离操作员的侧。
3. 可将电缆缠绕或挂在8。
4. 尽可能让头.和l干)离焊接电5的设备。
5. 将工夹(在尽可能接工的焊接处。
6. 要在焊接电源旁V作,要坐在或倚在焊接电源。
7. 要在提着焊接电源或机的同时行焊接。
关植式医疗器械:
植入式医疗器械"戴者在行电弧焊、点焊、气刨、等离子弧切割或
感应加热等作或接作区前应向自己的医生及器械制商
咨询。如果医生同意,再建议您b循m步n。

OM‐273476 第 5 /
2 − 定
2-1. 其安号和定
. CE 。
警告!小心!可能存在符号所示危。
Safe1 2012-05
请勿将本品(如F用)般废弃物起弃。
6在指定的收o设施行处理再利用或回收废弃电气电子设备 (WEEE)。
请联系您当地的回收机构或当地经商解更多信息。
Safe37 2017-04
戴干燥的绝缘手套。请勿徒手触摸焊条。请勿戴潮湿或损坏的手套。
Safe2 2017-04
6在工作将自己绝缘和接地保护自8免触电。
Safe3 2017-04
使用设备前,断开+入插头或电源。
Safe5 2017-04
保持头.)离烟G。
Safe6 2017-04
6强制6H或局.排气I去烟G。
Safe8 2012-05
使用排H扇I去烟G。
Safe10 2012-05
焊接时)离易燃物。请勿在易燃物>焊接。
Safe12 2012-05

OM‐273476 第 6 /
焊接火花可能导致火灾。在>备有灭火器,并有值班员在旁就位。
Safe14 2012-05
请勿在圆柱形容器或何密:的容器焊接。
Safe16 2017-04
请勿移I或喷涂(p盖)标签。
Safe20 2017-04
使用设备前,断开+入插头或电源。
Safe30 2012-05
滚,可能伤及手指。
Safe32 2012-05
焊接时,焊和k动.处焊接电压 - 要用手或7属物体接触它。
Safe33 2012-05
佩戴安全帽和安全眼Q。使用听力保护装置并系紧衬衫q扣。
使用带有正确滤片的焊工帽。穿戴完整的8体9护装置。
Safe38 2012-05
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
操作机器或行焊接前,应经培训并读说明。
Safe40 2012-05

OM‐273476 第 7 /
2-2. 其号和定
.
CE 。
+出
A
安培
V
特
直流
(DC)
X
占空比
百分
比
IP
9护等级
+
入
朝
工
冷试
(英寸)
试气
快
恒流
断5
器
恒
压
慢
扳机保持关断
扳机保持接6
I
2
c定焊接电流
增大
请读说
明
U
1
初级电
压
U
2
常规负f电
压
A定
I
1
初级电流
r序
程序
工
艺
焊类型
气体类型
可
变电感
时
电弧^度
线5
(
接
USB
内存
相
电弧控制
按s
旋1旋s和按s
+出
开
启
协
同
模式激活
材料
厚
度
mn

OM‐273476 第 8 /
3 − 格
3-1. 序列号和o牌的p
本品的序列号和%牌信息位背2。%牌用确定+入电源要求和/或c定+出。请将序列号写在本手册封底提供的空白处供后参考。
3‐2. qr可协s
“最终用户许可协议”和第方&相关的何第方6知和条款条可访https://www
.millerwelds.com/eula
获取,特此列入本协议内作参
照。
3-3. 关t=焊接参数和9p的息
NOTICE − !"#$%&。'( Miller Electric
)*+,-"./01234!"567809:;< =9>?,AB:;>?C;,-
EFGH5690!"IJKL。,-".!*+!"0MN,O9PQ3=9>?RS。,-".TUVW
XY9ZR[>\,]"^Z_:; =9>?Q3,- ,-`69a"。Miller Electric
8b;9Q3cd,ef20"gR"cd。
3-4. 格
u电源 焊接电源3型 v度7围* 焊N径7围
焊接回aw
定
外形尺寸 $x
50 VDC Continuum
系列
标准:
50-1000 ipm
(1.27-25.4mpm)
.035 至 .5/64 in.
(0.9 至 2 mm)
O
CE
72 V,500 A,
100% 占空比
度:
9 1/4 in.
(235 mm)
宽度:
9 15/32 in.
(241 mm)
^度:
13 in.
(330 mm)
18.5 lb
(8.41 kg)
CE
72 V,400 A,
100% 占空比
*
请参第
3‐6
节
,
解关
焊类型
、
焊规格和度的详
细
信息
。
3-5. 环境格
A. 护yz
护yz
IP2X
本设备F合在室内使用,F合在室外使用或存放在室外。
IP21S 2014-06
B. 有关电X兼容性 (EMC) 的息
! 本 A 39备{合在由压电|}电的宅场所用。由存在导干扰和d射干扰,可,~#场所的电X兼容性。
ce‐emc 3 2014‐07
C. 温度格
工
温
度7
围
存
/:
u
温
度7
围
14 至 104 °F(-10 至 40°C)
-4 至 131 °F(-20 至 55°C)
Temp1_016‐08

OM‐273476 第 9 /
D. 国 EEP 有害物j息
国
电
器
电
子
品
有害物质的名称
及
含
China EEP Hazardous Substance Information
.名称
Component Name
(如果F用)
(if applicable)
有害物质
Hazardous Substance
M
Pb
汞
Hg
N
Cd
六
t
Cr6
多溴联苯
PBB
多溴
苯u
PBDE
vw和w.
Brass and Copper Parts
X O O O O O
耦合装置
Coupling Devices
X O O O O O
开
关装置
Switching Devices
O O X O O O
线缆和线缆
"
Cable and Cable
Accessories
X O O O O O
电池
Batteries
X O O O O O
本表格依据
国SJ/T 11364
的规定编制
.
This table is prepared in accordance with China SJ/T 11364.
O:
表示该有害物质在该.所有均质材料的含均在国GB/T26572规定的-要求.
Indicates that the concentration of the Hazardous Substance in all homogeneous materials of the part is below the relevant threshold of China
GB/T 26572.
X:
表示该有害物质至少在该.的某均质材料的含超出国GB/T26572规定的-要求.
Indicates that the concentration of the Hazardous Substance in at least one homogeneous material of the part is above the relevant threshold of
China GB/T 26572.
电器电子品的环保使用期-依据国SJ/Z11388的规定确定.
The EFUP value of this EEP is defined in accordance with China SJ/Z 11388.
EEP_2016-06
3-6. 焊3型、格和v度
焊格 .035 .045 .052 .062 5/64
实[焊
MIG:
50 至 1000 ipm(1.27
至 25.40 mpm)
精密脉冲:
75 至 1000 ipm(1.91
至 25.40 mpm)
MIG:
50 至 1000 ipm(1.27
至 25.40 mpm)
精密脉冲:
50 至 1000 ipm(1.91
至 25.40 mpm)
MIG:
50 至 800 ipm(1.27
至 20.22 mpm)
精密脉冲:
50 至 800 ipm(1.27
至 20.22 mpm)
MIG:
50 至 600 ipm(1.27
至 15.24 mpm)
精密脉冲:
50 至 600 ip(1.27 至
15.24 mpm)
N/A
U属焊 N/A
MIG:
50 至 1000 ipm(1.27
至 25.40 mpm)
精密脉冲:
50 至 800 ipm(1.27
至 20.32 mpm)
MIG:
50 至 900 ipm(1.27
至 22.86 mpm)
精密脉冲:
50 至 700 ipm(127
至 17.78 mpm)
MIG:
50 至 700 ipm(1.27
至 17.78 mpm)
精密脉冲:
50 至 600 ipm(1.27
至 15.24 mpm)
N/A
焊 N/A
MIG:
200 至 900 ipm(5.08
至 22.86 mpm)
MIG:
200 至 900 ipm(5.08
至 22.86 mpm)
MIG:
150 至 800 ipm(3.81
至 20.32 mpm)
MIG:
100 至 400 ipm(2.54
至 10.16 mpm)

OM‐273476 第 10 /
寸毫
A 7.250 184
B 0.626 16
C 7.666 195
D 3.500 89
E 4.351 111
F 3.696 95
G 3.569 101
H 3.250 83
3-7. 外形尺寸和安孔布局
寸毫
A 10 254
B *10 *254
C 8 3/4 222
A
*B
C
焊动机总成
安孔
参考号:301207-014
*^度包括气体滤器
D E
F
G
H
A
B
C

OM‐273476 第 11 /
4 − 安
1 焊接电源
2 气瓶
3 侧梁
4 焊接控制
5 焊盘支架
6 焊k动机总成
7 自动焊枪
4-1.
典型
9
备
p
ST‐131 138‐A
1
2
3
4
5
6
7
4-2.
接
参考号:301207-014
! 接控制电前关电源
1 /缩回开关
2 10 插孔控制插座 RC3
3 试气开关
(接焊接电源背2到焊k动机总成的控制
电缆。
要行(接,请对准x槽,插入插头,然后
拧紧螺纹y环。
4 保护气aJ接头
要 5/8‐18 右旋螺纹&管接头。
对要外.气体(接的焊枪,请焊枪/
机开口>带倒z的接头取&管,然
后(接到焊枪。
. hi!jkl 100 psi (689 kPa)。
1
2
3
4

OM‐273476 第 12 /
4-3. 10 机控制插座 RC2 息
参考号: 301207‐014
A
B
C
D
E
F
G
H
I
J
插孔
插孔息
A +50 V
直流
公用
B +50 V
直流
公用
C
电
压
检测
D +50 V
直流电
源
E +50 V
直流电
源
F
太
网 Rx -
G
太
网 Tx -
H 漏
极
I
太
网 Tx +
J
太
网 Rx +
mn

OM‐273476 第 13 /
! 在接到焊接u出子或插座前,应
关电源。
! 如果未正接焊接电,可,导
^热并引发火灾,或>导机器损坏。
确保所有(接牢固。
. m" nopq9/#pq$rs
?%t。8 nopq9/#
pqu$v&。
1 焊接电缆端子
2 单机的正确焊接电缆(接
3 2/0 及更大规格双电缆的正确焊接电缆
(接
4 {误的焊接电缆(接
5 焊接+出端子螺栓
6 螺母
7 焊接电缆端子
8 +出端子
焊接+出端子拆>带的螺母和螺栓。
将螺栓
穿焊接电缆端子的孔和焊接+出端
子的孔。将螺母拧到螺栓,直到焊接电缆
端子紧+出端子。
所工具:
后图
1
参考号:301207-014 / 参考号 259120‐C
4-4. 接焊接u出电
5
2
678
4
5
3
6
7
8
7
2/0 及更大格的双电
9/16 in. (14 mm)
9/16 in. (14 mm)

OM‐273476 第 14 /
4-5. 安焊枪
274772‐F / 参考号 275023‐B
1 电源夹旋s
2 焊枪A定片
3 旋1 180 度的焊枪A定片
4 电源凹槽
5 焊枪接头末端
安带 Accu‐Mate 接头的焊枪
松开电源夹旋s,使焊枪的电源能
够6焊枪A定片。
将电源尽可能深地推入电源夹,使
焊枪电源的凹槽焊枪A定片对
|。
拧紧电源夹旋s固定焊枪。
安带 Accu‐Mate 接头的焊枪
当使用电源没有凹槽的焊枪时,
松开电源夹旋s,并将焊枪A定片旋
1 180 度。样可9止A定片伸入
电源焊枪接头。
将电源尽可能深地推入电源夹。
拧紧电源夹旋s固定焊枪。
4
安带 Accu‐Mate
接头的焊枪
安带 Accu‐Mate
接头的焊枪
5
2
3
1
1

OM‐273476 第 15 /
4-6.
安
导
&和滚
参考号:301207‐014 / 参考号:274356‐B
安导&和滚
1 滚,张紧总成
打开张紧总成。
2 滚,支架螺
3 滚,支架
4 滚,承f架和A紧环
卸支架螺。
卸滚,支架。
5 滚,
旋1A紧环,直至A定片滚,的
凹槽对|。承f架卸滚,。
6 导管A定按s
7 抗磨导管
8 导管
9 大头螺
将导管安装到抗磨导管并用固定螺
固定。
松开大头螺。
将导管推入开口,直至凹槽大头螺
对|。拧紧大头螺固定导管。
10 导管
. 'rw*(+xuyz,{|}
~。
推入导管A定按s,然后将
导管推入开口,直到凹槽被A定按s
固定。
安装滚,和滚,支架。用螺固
定支架。
11 滚,y
拉动滚,y并卸滚,承f架。
安装滚,,旋1A紧环,直至其停
在止动位置,将承f架放回张紧总成支
架,并用滚,y固定承f架。对
剩余的张紧
总成执行同样的操作。
. F./* (3),2"4
。
对准导&和滚
自对|滚,要何手动调整。
清洁滚
取滚,,用`刷清洁凹槽。
合k动机总成盖板。
7
8
10
6
9
1
5
4
3
11
2

OM‐273476 第 16 /
滚,
内衬末端
焊枪背2
. 57j,:*,m8#n
o;3RQ"*R
<。,,=
u>#<!'G*,
M 。
安装焊枪。展开拉直焊枪电缆。剪掉焊
末端。将焊6导管推至滚,;
继续握住焊。按“试”按s,将焊出
焊枪。
. 2?*^¡¢£¤*,
¥~*!@¦A
!B。
. 要调整滚,压力,请将喷嘴保持
在距离导电的表2约 2 英寸(51 毫
米)的位置,然后按试按s将焊
推向表2。拧紧旋s,打滑
原则。要拧得太紧。如果触头完全被
堵住,焊将在机处打滑(参见
2的压力调节)。剪掉多余的焊。
合盖板。
4-7. 安和插焊
242 517‐A / 参考号 156 798‐A
所工具:
6 in.
(150 mm)
拉直、握住焊;剪掉末端。
. §D*F¨©。
启动焊接电源。
木板
压力指示
标尺
压力调节
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32