

Miller Electricは溶接機と溶接関連装置の
あらゆる製を製造しています。
そのの質な弊社製に関する情は、
お近くのMiller販売理店にお い!わせいただき、最新の製カ
タログや%&用の'様書をお(けりください。おくの
またはサービスのをするには、1-800-4-A-Miller
においただくか、www.MillerWelds.com
にアクセスしてください。
Millerをおびいただき誠にありがとうございます。これであな
たは+すぐ',を終わらせることができます。しかも適に終
わらせることができます。の方法でそれを行う時間がないこ
とは-かっています。
そのような理由で、Niels Millerは1929年に最.にアーク溶接機
の製造を始めたとき、彼の製が長期にわたる/0と1れた
質を提2することを確3しました。あなたと4様に、彼のお客
様も質が5るものにかける6算はありませんでした。弊社製
は最8をさらに9:る必要があり、お客様が購;できる最8の
ものである必要がありました。
+日も、弊社製を製造して販売する&々はその<統を継承し
ています。彼らはただ、1929年に確立した水準の質と/0
を満たす装置やサービスを提2するために尽?しているだけで
す。
本扱説明書は弊社製を最大限活用できるように@られてい
ます。安A6防措置は時間をかけてよく読んでください。@業
Bの潜C的なDから自-をE護するのに役立ちます。弊社は
素早く簡Fに設置および操@を行いま
す。Gらかの理由で装置のH理が必要な
B!は、 の解明に役立つトラブルシ
ューティングの章および のH正に役
立つ幅広いサービスネットワークをごQ
用いただけます。特定のモデルにはE証
およびメンテナンス情も提2されてい
ます。
弊社はISO 9001質システム
規格に登録した、米Wで最.
の溶接装置製造X社です。
熱心にり組むこと -
弊社のパワーの源はビ
ジネスにおいて最も簡
FなE証によって支え
られています。
Millerからおへ
Mil_Thank1 2019‐01

1 - – ごにおみください 1...............................................
1‐1. シンボルマークのZ用 1................................................................
1‐2. アーク溶接のD 1....................................................................
1‐3. 設置、操@およびメンテナンスのためのさらなるD 3.....................................
1‐4. カリフォルニア州有害物質規^法(プロポジション 65) 警b 4................................
1‐5. c要安A規格 4........................................................................
1‐6. EMF 情 4...........................................................................
2 - 5................................................................................
2‐1. 追dの安Aシンボルと定義 5............................................................
2‐2. そののシンボルと定義 7..............................................................
3 - 8................................................................................
3‐1. シリアル番eと定格ラベルのB所 8......................................................
3‐2. ソフトウェアライセンス契約 8..........................................................
3‐3. デフォルトの溶接パラメ- タについての情および設定に関する情 8........................
3‐4. 350モデルの'様 8.....................................................................
3‐5. 500モデルの'様 8.....................................................................
3‐6. 寸法と重量 9..........................................................................
3‐7. 環境'様 9............................................................................
3‐8. 的特性 9............................................................................
3‐9. デューティサイクルとオーバーヒート 10..................................................
4 - 11................................................................................
4‐1. 設置B所の選択 11......................................................................
4‐2. 溶接n?端子とケーブルサイズの選択*12..................................................
4‐3. 溶接n?ケーブルの接続 13..............................................................
4‐4. 10 ワイヤフィーダリモートコントロールソケットRC2の詳細 14..............................
4‐5. s検知ソケットRC3の詳細 14..........................................................
4‐6. t辺機u用ソケットRC22の機能 15.......................................................
4‐7. デバイスネット用ソケット 15............................................................
4‐8. 補vプロテクタCB1、通3パネル、緊急w止 16.............................................
4‐9. 補v源およびCB2 (オプション)16.......................................................
4‐10. 気設xガイド 17......................................................................
4‐11. y相;?源の接続 18..................................................................
5 - セットアップ" 20................................................................
5‐1. 溶接:路 20............................................................................
5‐2. 溶接:路のインダクタンスを減らすための溶接ケーブルの配置 21.............................
5‐3. 複数の溶接源のZ用 22................................................................
5‐4. 複数の溶接アークに対するs検知リード線およびワークケーブルの接続 23...................
5‐5. 接z 26................................................................................
5‐6. MIG溶接における?学の30のポイント 28...................................................
5‐7. アークブロー 29........................................................................
5‐8. {本的な溶接トラブルシューティング 30..................................................
6 - #$ 33................................................................................
6‐1. オペレータ^御 33......................................................................
6‐2. ユーザーインターフェイス 34............................................................
6‐3. フロントパネル^御の説明 (第6‐2章を照)35..............................................

7 - 36................................................................................
7‐1. 設定ウェブページへのアクセス 36........................................................
7‐2. ホーム画 36..........................................................................
7‐3. セットアップ画 37....................................................................
7‐4. セットアップ画 38....................................................................
7‐5. アーク管理画 39......................................................................
7‐6. データ管理画 40......................................................................
7‐7. ヘルプ画 40..........................................................................
8 - メンテナンスおよびトラブルシューティング 41.............................................
8‐1. 定期メンテナンス 41....................................................................
8‐2. 装置部のブローアウト 41..............................................................
8‐3. エラーコードのトラブルシューティング説明および表 42.....................................
8‐4. エラーコードのトラブルシューティング説明および表 43.....................................
8‐5. トラブルシューティング 46..............................................................
9 - INSIGHT CORE
TM
のインストール 47.....................................................
9‐1. ライセンス契約 47......................................................................
9‐2. 接続性調査のダウンロード 47............................................................
9‐3. システムIPアドレスの得 47............................................................
9‐4. ContinuumのウェブページからInsight Coreを有にする 48...................................
9‐5. ネットワーク接続の設定 50..............................................................
9‐6. ネットワーク接続の確認 55..............................................................
9‐7. 装置のシリアル番eとライセンスキーを決める 56...........................................
9‐8. .期装置の登録とアカウントの@成 58....................................................
9‐9. 追d装置の登録 59......................................................................
10 - /0 60.........................................................................
11 - 350および500モデルの3リスト 68.....................................................
5

OM‐273473 ページ 1
1 − – ごにおみください
som 2020-02_jpn
7
$6および7を89から5 — なおよび#$をよくんで、:い、5してください。
1-1. シンボルマークの
=!- /!しなかった>に"?または9を@く=
な#$を%します。&'するAれのある=はシンボ
ルマークの(に)*、またはテキストでされていま
す。
/!しなかった>に"?または9を@くC+Dがあ
る=な#$を%します。&'するAれのある=はシ
ンボルマークの(に)*、またはテキストでされて
います。
- にしないをします。
. なをします。
このグループのシンボルマークは、警b!、注意!、感、
部、温部のDを意しています。@業には、これらの
Dを防止するためシンボルマークを確認し、かつの関連の
説明を読んでください。
1-2. アーク,Eの=
FGのシンボルマークは、&'するAれのある=について-
HをI.するとJKに、=を/するためLを0して
されています。マークのある1では、/に「-H」し、
23するを4し=5にMめてください。FGでは
1‐5に)*のNO6にある78PQの9のみ
を)*しています。すべてのO6をみ、それに:うよう
にしてください。
:RをSするのみが、L;のりけ、#$、メンテナン
スおよびTを<うようにしてください。:RをSするものと
は、されたUV、、またはW=なXYをSするこ
とによって、またはZ>な?@、ABおよびCDによって、N
E、$6またはプロジェクトに2する\EをFGする+]を^
できる、および23する=を@し/!するための
ABを_けているとしてされています。。
#$`は、a(/にbc)をけないでください。
の気系部に触れると、致的な感ま
たは重大な火を生じさせる能性があります。
溶接棒および@:路はn?がONのB!通状
態
にあり、;?源:路および装置の部:路も
源がオンの時には通しています。自または
自ワイヤ溶接では、溶接ワイヤに接触している
ワイヤ、ワイヤリール、ドライブロールハウジン
グおよびすべての金属部は通しています。装
置りけが正しく行われていないか、または接
zが適なB!はDです。
D @の気系部に触らないでください。
dにより"?efが&'するAれが
あります。
D 燥した、穴の開いていない絶縁手袋および防護服を着用して
ください。
D 絶縁マット、または@業B、床との物理的接触を防止できる程
度の大きさのカバーをZ用して@業Bまたは床から@業者を絶
縁します。
D 湿気のある、濡れている、狭いB所、または落のDがある
B!ではAC溶接n?をZ用しないでください。
D 溶接方法で必要なB!のみ、AC n?をZ用するようにしてく
ださい。
D AC n?が必要な時は、リモコンn?^御をZ用してください
(^御機能のある装置のB!)。
D 次のような気的にDな状況のいずれかが存CするB!、追
dの安A6防措置が必要です。湿ったB所にいる、または濡れ
た衣服を着ている。床、格子、足Bなどの金属構造物の9にい
る。座る、腰、横たわるなど窮屈な姿になっている。対象
物またはzとの避けられないまたは然の接触のD性が
い。このような状況のB!、次の装置をのにZ用します
。1) 自DC定s(ワイヤ)溶接機、2) DC手(スティック)
溶接機、3) 開:路sを減少させたAC溶接機。ほとんどの
状況で、DC定sワイヤ溶接機をZ用することをおめしま
す。&で@業をしないでください。
D 装置のりけ、またはサービス実施には;?源接続を外
すか、またはエンジンをw止させます。;?源のロックアウ
トまたはタグアウトは、OSHA 29 CFR 1910.147 (安A{準を
照)に従って行ってください。
D 装置のりけ、接z、操@は、本扱説明書、Wおよび自治
の法に従って正しく行ってください。
D 常に源接zを確認 - ;?源接zコードが断ボックスの接
z端子に、またコードプラグが端子に正しく接続されているか
点検、確認します。
D ;?接続工,を行うB!は、まず最.に接z配線が正しくり
けられているか確認してから、接続をしてください。
D コードをいた状態にEち、油やグリースがかないようにし
て、熱い金属や火花からE護します。
D ;?源コードと接z配線が損していないか、または配線が
きnしになっていないかを定期的に点検します。損してい
るB!は直ちに換してください。配線がきnしのB!、接
触により死,故が発生する能性があります。
D 装置をZ用しない時は、すべての源をOFFにしてください。
D 摩耗、損がある、サイズが小さい、またはH理されたケーブ
ルをZ用しないでください。
D ケーブルをに掛けないでください。
D 溶接対象物を接zする必要があるB!は、%のケーブルをZ
用して直接接zしてください。
D @業B、床またはの装置の溶接棒に接触している状態で溶接
棒に触れないでください。
D 開:路sが2になるため、2の溶接機に接続されている
極ホルダに4時に触れないでください。
D -メンテナンスを行った装置のみをZ用するようにしてくだ
さい。破損した部は直ちにH理または換してください。説
明書に従ってメンテナンスを実施してください。
D 床よりいB所で@業するB!は、安Aハーネスを着用して
ください。
D すべてのパネルおよびカバーは所定の置にりけてくださ
い。
D ワークケーブルは、良質の金属間接触を用いて溶接@業が能
な近さで溶接対象物または@業に定します。
D 溶接対象物に接続されていないB!は、の金属物との接触を
避けるためワーククランプを絶縁します。
D 1つの溶接n?端子に複数の溶接棒またはワークケーブルを接
続しないでください。Z用していないケーブルを外します。
D 湿気の多いB所や濡れたB所で補v装置を操@するときは、G
FCIE護をZ用してください。
g]Hをりhしたiのインバータ,EHに
は、かなりのDClがmnします。
D 部に触れるに、必ず説明書の指示に従ってユニットの源
をオフにし、;?源を外して、;?コンデンサを放させま
す。
IJの3によってK9するC+Dが
あります。
D 素手で温状態の部に触らないでくださ
い。
D 機uのメンテナンス@業を行うには、¡¢
期間を置くようにします。
D 温の部の扱い時には、火防止のために、扱に適し
た工£や、重みと断熱果のある溶接用手袋・衣を着用し
てください。

OM‐273473 ページ 2
溶接によりヒュームおよびガスが発生します。こ
のようなヒュームおよびガスを¥い込むと、¦康
を害する能性があります。
ヒュームおよびガスは=です。
D をヒュームに近けないでください。ヒュームを¥い込まな
いようにしてください。
D ヒュームが発生したB!は@業B所の換気を行うか、またはア
ーク点で局所強^排気装置をZ用して溶接ヒュームとガスを排
気します。換気が-であることを§断するために推奨される
方法は、@業¨がさらされるヒュームおよびガスの成-と量を
サンプリングすることです。
D 換気が-でないB!は、認定済みの送空気マスクを着用する
ようにしてください。
D 安Aデータシート
(SDS)および接着©、コーティング、クリ
ーナー、消耗、¡¢©、脱脂©、フラックス、金属に関する
製造ªの説明書をよく読み、理解してください。
D 狭いB所で@業するB!は、必ず-換気を行うか、または送
空気マスクを着用し、訓練を(けた監視¨を配置するようにし
てください。溶接により発生するヒュームおよびガスは空気を
s排し、これによる酸素レベルの«は&身,故または死,
故を引き起こします。¬¥用の空気が安Aであることを確認し
てください。
D 脱脂、洗浄または塗装@業は、その近くで溶接@業を行わな
いでください。アーク熱および線は、水蒸気と®応し極めて
有害かつ¯激性の強いガスを発生させます。
D °鉛、鉛またはカドミウムメッキ鋼等のコーティング²理さ
れた金属を溶接するB!は、溶接部からコーティングを除³
し、換気を-に行って送空気マスクを着用してください。
コーティングまたは、コーティング²理された金属を溶接する
と、有害なヒュームが発生する恐れがあります。
アーク溶接により生ずるアーク線は、強烈な
視および視の(紫外および赤外)線を発生さ
せ、これにより目および皮膚が焼ける恐れがあり
ます。溶接部から火花が散します。
D 溶接または目視時に目およびをアーク線や火花からE護
できる、フィルターレンズの適なシェードきの認定済み
溶接ヘルメットを着用してください(安A{準のANSI Z49.1お
よびZ87.1 照)。
D 認定済みのサイドシールドき安A眼鏡を着用した9で、ヘ
ルメットを着けてください。
D E護スクリーンまたはバリヤをZ用し、閃、線、火花か
ら@業者外の者をE護します。@業者外の者がアークを
目視しないように警bを行ってください。
D ´夫で燃性の素材(、µ手のコットン、ウール)で@ら
れた身E護£を着用してください。身E護£には、皮手
袋、µ手のシャツ、裾折り返し無しのズボン、長、および
帽子などのオイルフリーの衣が¸まれます。
アークrLによりおよびMNがOけ
るAれがあります。
タンク、ドラム缶またはパイプのような密閉され
た容uを溶接すると爆発する恐れがあります。溶
接アークから火花が散する恐れがあります。
散した火花、温状態の溶接対象物、および温
状態の装置により火災または火が発生する恐れがあります。溶
接棒が誤って金属物に接触すると、スパーク、爆発、オーバーヒ
ートまたは火災が発生する恐れがあります。¹種溶接@業を行う
には、@業B所の点検を行い
安Aを確認するようにしてください。
,EによりKPまたはQ&が&'する
Aれがあります。
D 溶接アークから35 ft (10.7 m) の距にあるすべての燃物
は移するようにしてください。これが能なB!は、認定
済みのカバーで燃物をしっかりと覆ってください。
D 火花が燃性物質に散する恐れのあるB所では溶接@業を行
わないでください。
D 散する火花および温状態の金属から@業者およびそのの
者をE護してください。
D 溶接火花および溶接から生じた温状態の物質は、微細なクラ
ックおよび穴を通って接部-に達します。
D 火災に注意し、消火uを手ªに置くようにしてください。
D 天º裏、床、壁または遮断壁などで溶接@業を行ったB!、
見えないB所で火災が発生する恐れがあることに注意してくだ
さい。
D タイヤのリムやホイールを断したり溶接したりしないでくだ
さい。タイヤをd熱すると爆発する恐れがあります。H理した
リムとホイールでは故する能性があります。安A{準のO
SHA 29 CFR 1910.177を照してください。
D 燃性のある容u、またはタンク、ドラム缶、パイプのような
密閉された容uの溶接は、AWS F4.1およびAWS A6.0 (安A{
準を照)に従って適な準xを行ってから実施するようにし
てください。
D 燃性の»、ガス、液蒸気(ガソリンなど)が大気に¸まれ
る能性があるB所では溶接を行わないでください。
D 明な長距経路による溶接流の2給、および感、火花、
火災のDを避けるため、感溶接点にn来るだけ近いB所に
ワークケーブルを接続します。
D ¼結したパイプを溶接機で解かさないでください。
D 装置をZ用しない時は、極棒をホルダからり外し、また溶
接ワイヤをコンタクトチップの所で断します。
D ´夫で燃性の素材(、µ手のコットン、ウール)で@られ
た身E護£を着用してください。身E護£には、皮手袋、
µ手のシャツ、裾折り返し無しのズボン、長、および帽子な
どのオイルフリーの衣が¸まれます。
D 溶接@業のには、ガスライターまたはマッチ等のすべての
燃物を@業者のからしてください。
D @業が完¾したら、その¿を点検して火花、燃えさし、炎が
ないことを確認します。
D 正しいヒューズまたは:路遮断uのみZ用してください。大き
すぎるものをZ用したり、無視したりしないでください。
D 温@業のB!は、 OSHA 1910.252 (a) (2) (iv) およびNFPA
51Bの要Àに従い、近くに火災監視装置と消火uを用意してく
ださい。
D 安Aデータシート(SDS)および接着©、コーティング、クリ
ーナー、消耗、¡¢©、脱脂©、フラックス、金属に関する
製造ªの説明書をよく読み、理解してください。
RsしたStやTUによりをV9する
Aれがあります。
D 溶接、チッピング、ワイヤブラッシングおよ
び研磨により火花および金属の散が発生し
ます。溶接部が¡えると、9記@業により
スラグが発生します。
D 認定済み安A眼鏡を着用した9で、溶接ヘルメットを着ける
ようにしてください。
ガスのuWにより、aXefまたは"
?efが&'するAれがあります。
D s縮ガスをZ用しない時は、2給を止めてく
ださい。
D 狭いB所で@業を行うB!は、常に換気を行うか、または認
定済み送空気マスクを着用するようにしてください。
YおよびZY (EMF) がvめ[みw\]x
にy^をzえるC+Dがあります。
D ペースメーカーやそののÂめ込みÃ療機u
の装着者は近づかないようにしてください。
D Âめ込みÃ療機uの装着者は、アーク溶接、スポット溶接、
ガウジング、プラズマアークÄ、誘導d熱操@の近くに行
くに、Ã師と装置の製造ªに相談する必要があります。
溶接方法または溶接装置から発生するに
より聴覚に害が発生する恐れがあります。
D レベルがいB!は、認定済み耳
用防護£を着用してください。
_`によりabにc{が&'するAれ
があります。

OM‐273473 ページ 3
s縮ガスボンベにはsガスが¸まれます。損
すると、ボンベが破裂する恐れがあります。ガス
ボンベは溶接工程でZ用される重要な機材です。
扱には-注意してください。
d8しているボンベはdeするAれが
あります。
D 過熱、衝撃、物理的損、スラグ、裸火、火花およびアークか
らs縮ガスボンベをE護してください。
D ボンベを定支持£またはボンベラックに直立置に定し、
落転Åを防いでください。
D ボンベを溶接@業またはの気:路に近けないでくださ
い。
D 絶対にガスボンベ9に溶接トーチを掛けないでください。
D 絶対に溶接棒をボンベに接触させないでください。
D 絶対にdsされたボンベを溶接しないでください。破裂しま
す。
D 溶接用に設計された適正なs縮ガスボンベ、レギュレータ、ホ
ース、りけ金£のみをZ用するようにしてください。これ
等の部および関連部を良好な状態にEつようにしてくださ
い。
D ボンベのバルブを開く時は、バルブnÇからをしてくださ
い。バルブ開くときにレギュレータの後に立たないでくださ
い。
D バルブをZ用しているか、またはZ用のため接続しているB!
を除き、E護キャップをりけるようにしてください。
D 適な装置と正しい手をZ用して、-な&数でボンベの持
ち9げ、移、輸送を行ってください。
D s縮ガスボンベ、関連装置に関する説明、および安A{準に記
載のs縮ガスÈX (CGA) 発行P-1を読み、これに従うようにし
てください。
1-3. 、#$およびメンテナンスのためのさらなる=
KPまたはQ&の=
D 装置を燃性物の表、9部またはその近く
にりけたり、置いたりしないでくださ
い。
D 装置を引火性物の近くにりつけないでくだ
さい。
D 屋配線を過負荷状態にしない - 源システムのサイズ、定
格が適正であること、および本装置のZ用時に源システム
のE護機能が@することを確認してください。
;をfとすとV9するC+Dがあり
ます。
D フック用穴はユニットをÉり9げる時のみZ
用するようにしてください。ギヤ、ガスシリ
ンダまたはそののアクセサリを@させな
いでください。
D 装置のÉり9げおよび支持には正しい手と適なÉり9げ
機をZ用してください。
D 装置の移にフォークリフトをZ用するB!、フォーク長さ
が装置の®対Êのまでの距よりも-長いことを確認し
てください。
D 空で@業するときは、装置(ケーブルやコード)を移
の車Ëから遠ざけてください。
D 重い部や装置を手で持ち9げるB!は、改正されたNIO
SH持ち9げ計算式のアプリケーションマニュアル
(Publication No. 94-110) のガイドラインに従ってください。
g}にするとオーバーヒートする
Aれがあります。
D ¡¢期間を設けるようにします。定格Z用率
に従ってください。
D Ì度溶接@業を開始するには、流を減少
させるか、またはZ用率をげてください。
D 装置への空気の流れを妨げたり、フィルタをかけたりしない
でください。
RsするKhによりV9するC+Dが
あります。
D 目やをE護するためフェイスシールドを着
用してください。
D 適な、手、および身のE護£を着
用し、安AなB所にある適な安A装置き
の研磨機にのみタングステン極を形成しま
す。
D 火花が火災につながる能性があります - 燃物を近づけ
ないでください。
i(ESD) によりPC ボードがd8
するAれがあります。
D ボードまたは部をり扱うには、接zさ
れたリストストラップを装着してください。
D PCボードをE管、移または発送するB!
は、適な防止バックをZ用するように
してください。
C3によりV9するC+Dがあり
ます。
D 部に触らないでください。
D ドライブロール等のピンチポイントに触らな
いでください。
,EワイヤによりV9するC+Dがあ
ります。
D 指示がnるまでは、溶接トーチスイッチを押
さないでください。
D 溶接ワイヤの装着時に、溶接トーチを@業者
の、@業者外の者または金属にÍけない
でください。
バッテリーのQ&によりV9するC+
Dがあります。
D バッテリーのÎ、または車のジャンプスタ
ートのために溶接機をZ用するには、その目
的のために設計されたバッテリーÎ機能が
必要です。
C3によりV9するC+Dがあり
ます。
D ファンのような部に近づかないでくだ
さい。
D すべてのドア、パネル、カバーおよびガード
を閉じて定します。
D メンテナンスやトラブルシューティングのため、必要に応
じてドア、パネル、カバー、または安A装置をり外すB!
は、必ず資格を有する@業¨が行ってください。
D メンテナンスが終¾し、;?源をÌ接続するに、ドア、
パネル、カバー、または安A装置をÌ度りけてくださ
い。
をんでください。
D 装置を設置、操@、またはH理するに、す
べてのラベルと扱説明書をよく読んでそれ
に従ってください。説明書の始めと¹章にあ
る安Aに関する情をお読みください。
D 製造業者の純正の換部のみをZ用してください。
D 扱説明書、業界{準、Wおよび自治の法に従って、設
置、メンテナンス、およびH理を行ってください。

OM‐273473 ページ 4
Ijによりkが&'するAれが
あります。
D t波(H.F.) は、無線ナビゲーション、コン
ピュータ、通3機u、その¹種子機uに
干渉する恐れがあります。
D 子機uに精通した、資格を有する者のみにこの装置のり
けを行わせるようにしてください。
D りけにより干渉が発生したB!は、お客様Êで資格を
有する気技術者に の改8をÑするようにしてくださ
い。
D 当局から干渉が発生している旨の通bを(けたB!は、直ち
に装置のZ用を止してください。
D 定期的にりけ状態をチェックし、良好なりけ状態を
維持するようにしてください。
D t波源のドアおよびパネルをしっかり閉め、スパークギ
ャップを正しく設定するとÒに、干渉の発生を最小限に抑え
るため接zおよびシールドを行ってください。
アーク,Eによりkが&'するAれが
あります。
D 磁エネルギーにより、コンピュータ、ロボ
ット等のコンピュータ^御による装置を¸む
精密子機uが干渉を
(ける恐れがあります。
D 溶接@業を行うB所にあるすべての装置が磁的に適!した
ものであるかを確認してください。
D 干渉の能性を減らすため、溶接ケーブルはn来るだけ短く
して束ね、床等の«置に置くようにしてください。
D 精密子機uから100メートルれたB所で溶接@業を行う
ようにしてください。
D 本説明書に従って溶接機がりけられていることを確認し
てください。
D 干渉が継続するB!は、お客様Êで溶接機を移する、シー
ルドケーブル、ラインフィルタをZ用する、または@業B所
をシールドする等の対策を講じるようにしてください。
1-4. カリフォルニアS{Ulmn(プロポジション 65) o
o: Lp3によって、qなどをSするUUlにさらされ
るC+Dがあります。これはr、Dsその7の't]+
にするy^をき.こすことがカリフォルニアにおいて
されています。
78については、www.P65Warnings.ca.gov をごuください。
1-5. NmR
Safety in Welding, Cutting, and Allied Processes, American Welding
Society standard ANSI Standard Z49.1. Website: www.aws.org.
Safe Practice For Occupational And Educational Eye And Face
Protection, ANSI Standard Z87.1 from American National Standards
Institute. Website: www.ansi.org.
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1 from
Global Engineering Documents. Website: www
.global.ihs.com.
Safe Practices for Welding and Cutting Containers that have Held
Combustibles, American Welding Society Standard AWS A6.0 from
Global Engineering Documents. Website: www.global.ihs.com.
National Electrical Code, NFPA Standard 70 from National Fire Protection
Association. Website: www.nfpa.org and www. sparky.org.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1
from Compressed Gas Association. Website:www.cganet.com.
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2 from Canadian Standards Association.
Website: www.csagroup.org.
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B from National Fire Protection Association.
Website: www.nfpa.org.
OSHA Occupational Safety and Health Standards for General Industry,
Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart N, Part
1910 Subpart Q, and Part 1926, Subpart J. Website: www.osha.gov.
OSHA Important Note Regarding the ACGIH TLV, Policy Statement on
the Uses of TLVs and BEIs. Website: www.osha.gov.
Applications Manual for the Revised NIOSH Lifting Equation from the
National Institute for Occupational Safety and Health (NIOSH).
Website: www.cdc.gov/NIOSH.
1-6. EMF PQ
導を流れる流は局所的な界および磁界(EMF)を引き起こし
ます。アーク溶接(およびスポット溶接、ガウジング、プラズマア
ークÄ、および誘導d熱操@を¸む関連工法)からの流は、溶
接:路t辺にEMFを発生させます。EMFは、ペースメーカーなどの
部のÂめ込みÃ療機uに干渉する能性があります。Âめ込みÃ
療機uの装着者をE護するための対策を講じる必要があります。た
とえば、通行&のアクセスを^限したり、溶接機に対して%のリ
スク評/を実施したりします。すべての溶接機は、溶接:路からの
EMFのばくを最小限に抑えるために、次の手をZ用する必要が
あります。
1. ケーブルを撚る、テープで束ねる、またはケーブルカバーをZ
用してケーブルをまとめます。
2. 溶接ケーブルの間にを置かないでください。ケーブルを片Ê
にまとめて、@業者からすようにしてください。
3. ケーブルをに巻きつけたり、掛けたりしないでください。
4. できる限り溶接:路の装置からや胴をすようにしてくだ
さい。
5. ワーククランプを溶接対象物のn来るだけ近くに接続します。
6. 溶接源の横で@業をしたり、座ったり、寄り掛かったりしな
いでください。
7. 溶接源またはワイヤフィーダを運びながら溶接を行わないで
ください。
vめ[みw\]xについて:
Âめ込みÃ療機uの装着者は、アーク溶接、スポット溶接、ガウ
ジング、プラズマアークÄ、誘導d熱操@を行うまたは近づく
に、Ã師と装置の製造ªに相談する必要があります。Ã師の許が
あるB!、9記の手に従うことが推奨されます。

OM‐273473 ページ 5
2 -
2-1. vのシンボルと
.
のシンボルはCEにのみされています。
警b!注意!シンボルが示すようなDが発生する能性があります。
Safe1 2012-05
燥した絶縁手袋を着用してください。素手で溶接棒に触らないでください。濡れた、または破れた手袋を
着用しないでください。
Safe2 2017-04
@業Bやzから自-自身を絶縁することで感からE護してください。
Safe3 2017-04
装置で@業するに;?プラグまたは源を外してください。
Safe5 2017-04
をヒュームに近けないでください。
Safe6 2017-04
強^排気装置、または局所排気装置をZ用してヒュームを排気してください。
Safe8 2012-05
換気扇をZ用してヒュームを排気してください。
Safe10 2012-05
燃物を溶接に近づけないでください。燃物の近くで溶接を行わないでください。
Safe12 2012-05
溶接火花が火災のÓÔとなる能性があります。近くに消火uを用意し、いつでもそれをZ用できる監視¨
を配置してください。
Safe14 2012-05
ドラム缶や密閉された容uで溶接を行わないでください。
Safe16 2017-04

OM‐273473 ページ 6
ラベルをはがしたり、塗りつぶしたり(カバーしたり)しないでください。
Safe20 2017-04
?をdえると、損した部が破裂するまたはの部を破裂させる恐れがあります。
Safe26 2012-05
部の破片が散して負する恐れがあります。装置のH理を行うは必ずフェイスシールドを着用してく
ださい。
Safe27 2012-05
装置のH理を行うは必ず長袖で襟をボタンを締められる服を着用してください。
Safe28 2012-05
Õのように適な6防措置を講じてから、源を装置に接続してください。
Safe29 2012-05
ドライブロールで指を負する能性があります。
Safe32 2012-05
溶接ワイヤと部は@、溶接sになっています。手や金属物を近づけないでください。
Safe33 2017-04
製(該当するB!)を般廃棄物と緒に廃棄しないでください。
指定されたÖ施設に廃棄することで、廃気子機u(WEEE)をÌQ用またはリサイクルしてください。
詳細についてはお近くのリサイクル,×局または販売理店にお い!わせください。
Safe37 2017-04
帽子と安A眼鏡を着用してください。耳用E護£と襟きボタン
シャツを着用してください。適なフィルターシェードき溶接
ヘルメットを着用してください。完Aな身防護£を着用してく
ださい。
Safe38 2012-05
装置での@業または溶接を行うに、トレーニングを(け説明書を
よく読んでください。
Safe40 2012-05
>5min
V
V
V
源をった後も;?コンデンサにはDなsが残っています。
フルÎされたコンデンサに触らないでください。源をってか
ら必ず5-待って装置での@業を行うか、または;?コンデンサの
sをチェックして、その0がほぼ0であることを確認してから部に
触ってください。
Safe43 2017-04

OM‐273473 ページ 7
2-2. その7のシンボルと
. のシンボルはCEにのみされています。
V
s
オン
s;
?
E護接
z
アー
ク?
X
デューティサイ
ク
ル
%
パ
ーセント
y
相
溶接対象物
に
対
す
るコールドジョグ
(インチ)
説
明
書
を
読
む
プ
ロ
グ
ラム
時
間
流
流(AC)
リモート
マイナス
変
イン
ダク
タン
ス
ガ
スメタルアー
ク
溶接(GMAW)
U
2
従来
の
負荷
s
I
2
定格溶接
流
y
相的
t
波数変
換u-変su-整流
u
U
1
次
s
IP
E護
の
程度
S
部
の
D
なB
所
Íけ
I
1eff
最
大有2給
流
定
流
I
1
次
流
ワイヤの
種
トリ
ガ
ーホールド
オンインジケータ
ーライト
n?
ワイヤフィード
トリ
ガ
ーホールド
オフ
シー
ケ
ンス
ガ
スの
種
トリ
ガ
ーホールド
オフインジケータ
ーライト
A
流
オフ
アー
ク?
増d
U
0
定格無負荷
s
(OCV)
Hz
ヘルツ
溶接対象物
から
れるコールドジョ
グ(インチ)
I
1max
定格
最
大2給
流
ガ
スによる
パ
ージ
ロッ
ク
プ
ロセス
アー
ク^御
直流
流
(DC)
;
?
プ
ラス
定
s
:
線接続

OM‐273473 ページ 8
3 −
3-1. シリアルwとRラベルの
本製のシリアル番eと定格情は背にあります。定格ラベルをZ用して;?源の要Àと定格n?を決めます。+後の照のため、本説
明書の裏表紙にあるスペースにシリアル番eを書き込んでください。
3‐2. ソフトウェアライセンス9
エンドユーザーライセンス契約および第y者ソフトウェアに関する第y者からの通知および契約条Àは、
https://www.millerwelds.com/eula から;手することができ、照することにより本書に組み込まれます。
3-3. デフォルトの,Eパラメ- タについてのPQおよびに2するPQ
- すべてのが。Miller Electric
にはエンドユーザーの !による"のおよび#$%&られた'の()*+に,づいて"の-%なパラメータおよび2"を3
"してデフォルトにするよう28されていますが、このようなデフォルト2"は9:のみを;%としており、<=%な>?は@の()*
+および"'のABによりCをDけるEFがあります。すべてのパラメータおよび2"のGHIは、"'の*Jに,づいてK*に
LじてエンドユーザーがMNしOPするK*があります。エンドユーザーは、QRなSTのUおよびVW、デフォルトのパラメータお
よび2"のXまたはVW、および>?としてYじるすべての>?の<=%なZおよび[\Iについて]^_をうものとします。Mill
er Electric は、";%へのQFIの`aをbむあらゆる`aをcdにefします。
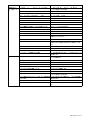
3-4. 350モデルの
. STのghiのjkをって、l2mの*Jを3めないでください。 !nのoにするpqについては、4‐10rと4‐11rを9:
してください。
. sSTは、<t405C (1045F )のuvwxで"yz!を{|します。
g]H R,E] CVモード
のl>
CCモードの
x>
y/の
lDC
RVz]
60 Hz、¡
{
でのg
]
アンペア
£
g]
kVA
g]
KW
230 V 380 V 400 V 460 V 575 V
y
相
350 A @
34 V DC、
100%のデュ
ーティサイク
ル
10~44 V 20~400 A 75 36.7
(0~1A*)
21.8
(0~1A*)
20.8
(0~1A*)
18.8
(0~1A*)
14.6
(0~1A*)
14.4
(0.8*)
13.8
(0.17*)
*アイドリン
グ
:;
?
アンペア数はアイドリン
グ
に
変
しますが、
常
に1アンペア
未満
です。
?率
の
計算
には1アンペアを
Z
用します。
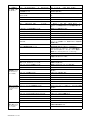
3-5. 500モデルの
. STのghiのjkをって、l2mの*Jを3めないでください。 !nのoにするpqについては、4‐10rと4‐11rを9:
してください。
. sSTは、<t405C (1045F )のuvwxで"yz!を{|します。
g]H R,E] CVモード
のl>
CCモードの
x>
y/の
lDC
RVz]
60 Hz、¡
{
でのg
]
アンペア
£
g]
kVA
g]
KW
230 V 380 V 400 V 460 V 575 V
y
相
500 A @
40 V DC、
100%のデュ
ーティサイク
ル
10~44 V 20~600 A 75 58.7
(0~1A*)
34.9
(0~1A*)
33.2
(0~1A*)
28.9
(0~1A*)
23.3
(0~1A*)
23.1
(0.8*)
21.9
(0.17*)
*アイドリン
グ
:;
?
アンペア数はアイドリン
グ
に
変
しますが、
常
に1アンペア
未満
です。
?率
の
計算
には1アンペアを
Z
用します。

OM‐273473 ページ 9
3-6. ¤nと|
ホールレイアウトの
¤n
**717 mm
(28.22インチ)
632 mm
(24.89インチ)
462 mm
(18.19インチ)
*フック用穴を¸むさ
**長さは緊急w止カバーを¸む
*691 mm
(27.19インチ)
B
C
D
A
E
G
F
278352-C
A 445 mm (17.52イン
チ
)
B 441 mm (17.33イン
チ
)
C 665 mm (26.17イン
チ
)
D 409 mm (16.09イン
チ
)
E 58 mm (2.28イン
チ
)
F 12 mm (0.47イン
チ
)
G
12 x 25mm
(0.47 x 1インチ)
|
350モデル:
59.4 kg (130 lb)
350 モデル、}§Hき:
63.5 kg (139 lb)
500モデル:
69 kg (151 lb)
500 モデル、}§Hき:
73.1 kg (160 lb)
フッ
ク
の
|
¨
:
453 kg (1000 lb)最大
3-7. ©
A. IPR
IP
R
IP23S
本装置は屋外用に設計されています。E管はできますが、E護されていない限り、降 時に屋外での溶接にZ用することを目的としていま
せん。
IP23S 2014-06
B. J}
$K
J
}>
*
5K
/
K
J
}>
-10~40°C (14~104°F )
*n?は、40°C (104°F) を超える範Øでは、ディレーティングされ
ます。
-20~55°C (-4~131°F)
Temp_2016‐07
3-8. i=/D
溶接源の的 (n?) 特性は、GMAWプロセスは}~Iとして、CAC-AプロセスはIとして説明できます。的特性は、
コントロール設定(ソフトウェアを¸む)、溶接棒、シールドガス、溶接材料、そのの要Ôによっても影!を(けます。溶接源の的特性
に関する£的な情については、工Bにお い!わせください。

OM‐273473 ページ 10
3-9. デューティサイクルとオーバーヒート
デューティサイクルとは、装置が
オーバーヒートすることなく定格
荷重で溶接できる10-間のÙ!で
す。
装置がオーバーヒートすると、温
度自調節uが開き、n?がw止
し、¡¢ファンが実行されます。
装置が¡えるまで15-待ちます。
溶接を行うに流量またはデュ
ーティサイクルをげます。
- xなデューティサイクル
は、STをし`aがにな
る(Iがあります。
オーバーヒート
0
15
A/V
または
デューティサイクルを
げる
-
duty1 4/95 - SA‐268 499‐A / 268 498‐A
連続溶接
350Aで100%のデューティサイクル 400Aで60%のデューティサイクル
350モデル
0
15
A/V
または
デューティサイクルを
げる
-
連続溶接
600Aで50%のデューティサイクル
500モデル
6-間溶接 4-間Ú憩
500Aで100%のデューティサイクル
6-間溶接 4-間Ú憩

OM‐273473 ページ 11
4 −
! ガソリンやª&Dの«がmnする
では、/¬ながになること
があります - NEC Article 511または
CEC Section 20を®してください。
! ;をみねないでください。¯
には-Hしてください。
1 フック用穴
2 リフティングフォーク
フック用穴とリフティングフォークをZ用
して装置を移させます。
リフティングフォークをZ用しているB!
は、フォークを装置の®対Êを超えるまで
Ûばします。
3 ハンドカート
カートまたは4様の機uをZ用して装置を
移させます。
4 :線断装置
適な;?源の近くに装置を配置しま
す。
4-1.
の
°
460 mm
(18インチ)
460 mm
(18インチ)
または
1
2
とx
Loc_continuum 2015‐07
3
または
! ¯れるC+Dのあるで
;をさせたり#$し
たりしないでください。
4

OM‐273473 ページ 12
4-2. ,E]bとケーブルサイズの°*
- のケーブルの] (のiを9:) は、2sのケーブルのさをみFわせています。えば、nがから100 ft
(30m) れているEF、のケーブルの]は 200 ft (100 ftのケーブル×2) です。200 ft (60 m) のをてケーブルのサイズを3めます。
,Eケ
ー
ブ
ルのサ
イズ
**と
,E
/
の
ケ
ー
ブ
ル (
L
) の
gし***
100 ft (30 m)
F
G
150 ft
(45 m)
200 ft
(60 m)
250 ft
(70 m)
300 ft
(90 m)
350 ft
(105 m)
400 ft
(120 m)
,Ex
10~60%の
デューティ
サイクル
AWG (mm
2
)
60~100%
のデューテ
ィサイクル
AWG (mm
2
)
10~100%のデューティサ
イク
ル
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x2/0 (2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95) 2x4/0 (2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 2x4/0 (2x120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x3/0 (3x95)
600 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x4/0 (3x120) 3x4/0 (3x120)
* このÕは
般的
な
ガ
イドラインであり、すべての用
途
に
適
しているわけではありません。
ケ
ー
ブ
ル
が
オーバーヒートしたB
!
は、
次
に
大
きいサイズのケーブルをZ用してください。
** 溶接ケーブルのサイズ (AWG) は4Vのs降、または1Aあたり少なくとも300CMの流密度のいずれかに{づいています。
( ) = mm
2
(メートル法をZ用するB!)
*** 本ガイドに示す距より長い距のB!は、米W溶接ÈX (http://www.aws.org) から;手できるAWS Fact Sheet No 39の溶接ケーブルを
照してください。
Ref. S‐0007‐L 2017-08
メ
モ

OM‐273473 ページ 13
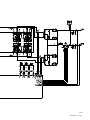
4-3. ,E]ケーブルのE
! Hをオフにしてから,E]bま
たはソケットにEします。
! ³、89がある、サイズが´さい、
またはTされたケーブルをしな
いでください。
! ,EケーブルをしくEしないと、
g}なIJになってKしたり、;
を89したりする>があります。
すべての接続が緩んでいないことを確認
します。
. ケーブルとz!のに
もTかないでください。ケーブル
とz!のiがきれいである
ことをdfします。
1 負 (-) n?端子 (スタッドカバーの)
2 正 (+) n?端子 (スタッドカバーの)
3 FフィーダのB!の正しい溶接ケー
ブル接続
4 2/09のÜ重ケーブルのB!の正し
い溶接ケーブル接続
5 間違った溶接ケーブル接続
6 溶接n?端子ボルト
7 ナット
8 溶接ケーブル端子
9 n?端子
溶接n?端子から属のナットとボルト
をり外します。ボルトを溶接ケーブル
端子の穴と溶接n?端子の穴に挿;しま
す。溶接ケーブル端子がn?端子に対し
てしっかり締まるまでナットをボルトに
ねじ込みます。45~55 ft lb (61‐75 N·m)の
トルク。
必要なツール:
6
3
7
8
9
5
19 mm (3/4インチ)
(n?端子の接続のB!)
6
4
7
8
9
8
2/0Fµの2ケーブル
0
278352-C/259120-C
2
1

OM‐273473 ページ 14
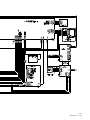
4-4. 10 ワイヤフィーダリモートコントロールソケットRC2の78
278352-C
A
B
C
D
E
F
G
H
I
J
ソ
ケ
ット ソ
ケ
ット
PQ
A +50 V DC 4
相
B +50 V DC 4
相
C s
検知
D +50 V DC 源
E +50 V DC 源
F ENET Rx -
G ENET Tx -
H ドレイン
I ENET Tx +
J ENET Rx +
4-5. l¸?ソケットRC3の78
278352-C
ソ
ケ
ット ソ
ケ
ット
PQ
A
Z
用されない
B マイナスs
検知
C
Z
用されない
D
Z
用されない

OM‐273473 ページ 15
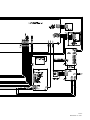
4-6. ]xソケットRC22の]+
A
B
C
D
E
F
G
H
J
K
L
M
N
P
R
S
T
278352-C
ソ
ケ
ット
照コモン ソ
ケ
ット
情
A 4
相n?
B
溶接
コンタ
ク
タ
が
オンのB
!のクロージャ
A デジタル
n?
1 (DO1)
C
定義
なし デジタル
n?
2 (DO2)
D
接触時
に
3
eを
送
る
ク
ロー
ジャ
A デジタル
n?
3 (DO3)
E
Z
用
F AIM
ボ
ード用:
路
コモン シャーシ
接
z
G 4
相
;
?
4
相
;
?
H *
接触検知
を+24
VDCでオンにする
G
接触検知
オン要
求
(DI1)
J 24VDC
流
量スイッ
チ
;
?
«流
量;
?
、24VDC ;
?
24VDC = ¡¢©の流れ
0V =
流量なし、流量スイッチが開いてい
ます
K
定義
なし デジタル;
?
3 (DI3)
L
Z
用
M
Z
用
N
接触
すると+24
VDCn?が9昇します
F ハードウェア
接触3
e
14オームの気抵抗
P
Z
用
R
Z
用
S
Z
用
T
Z
用
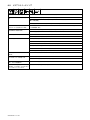
4-7. デバイスネットソケット
Ref. 278352-C
A
B
C
D
E
ソ
ケ
ット ソ
ケ
ット
PQ
A シャーシ
接
z
B +24 V DC、
有
流
は1アンペアです。
C +24 V DC 4
相
D CAN H
E CAN L

OM‐273473 ページ 16
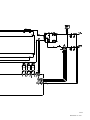
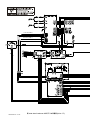
4-8. }§プロテクタCB1、0ºパネル、»¼5
1 Ethernetソケット
コンピュータを直接源に接続し
て設定ウェブページにアクセスす
るためにZ用されます。
2 Ethernetソケット
ロボットを直接源に接続するた
めにZ用されます。
3 補vプロテクタCB1
CB1はワイヤフィードモーター
がオーバーヒートするのを防ぎま
す。CB1が開いているとワイヤフ
ィーダが機能しません。
. ボタンをしてブレーカーを
リセットします。ブレーカー
が¡oしてRれるEFは、¢
Ef"のサービス¥にお¦
いFわせください。
4 ワイヤレス (WiFi) アンテナ
設定に選択されたB!に (WiFi)
ワイヤレス接続でインターネット
に接続するためのアンテナ。
5 緊急w止ソケットRC24
2つのソケットを横ってショー
トすると装置は溶接できます。
3
1
4
2
5
278352-C
4-9.
}§Hおよび
CB2 (
オプシ
ョ
ン
)
1 115 VACレセプタクル
2 補vプロテクタCB2
CB2は115 VACレセプタクルをE
護します。
. ボタンをしてブレーカーを
リセットします。ブレーカー
が¡oしてRれるEFは、¢
Ef"のサービス¥にお¦
いFわせください。
Ref. 907641−TP1 / 278352-C
2
1
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































関連論文
その他のドキュメント
-
 CKD KBX-00 ユーザーマニュアル
CKD KBX-00 ユーザーマニュアル
-
 CKD KBX-30(折返し軸) ユーザーマニュアル
CKD KBX-30(折返し軸) ユーザーマニュアル
-
GYS BALANCING SYSTEM MIG LIFT COMPACT データシート
-
 CKD KBX-50(ベルト軸) ユーザーマニュアル
CKD KBX-50(ベルト軸) ユーザーマニュアル
-
GYS SUPPORT UNIVERSEL DEVIDOIR MIG LIFT PRO データシート
-
-
 CKD MEVT-T11R・MEVT-T30Rシリーズ ユーザーマニュアル
CKD MEVT-T11R・MEVT-T30Rシリーズ ユーザーマニュアル
-
Oriental motor SB50 取扱説明書
-
 Victor Technologies iCNC XT™ CNC Controller ユーザーマニュアル
Victor Technologies iCNC XT™ CNC Controller ユーザーマニュアル
-
Carlisle Remote Color Change 取扱説明書




