DE–7DE–6
Mit dem Powermax SYNC-Gerät arbeiten
Wenn Sie einen Hypertherm-Einsatz an einen SmartSYNC-Brenner montieren, erledigt das Gerät Folgendes für Sie:
• Es stellt die Betriebsart und den Ausgangsstrom (A) automatisch ein. Wenn Sie beispielsweise einen Fugenhobel-Einsatz
mit65A montieren, wählt das Gerät automatisch den Fugenhobel-Modus und stellt den Ausgangsstrom auf 65A ein.
• Es zeichnet die Nutzungsdaten für den Einsatz und für die Plasma-Stromquelle auf.
• Es stellt den Gasdruck automatisch ein.
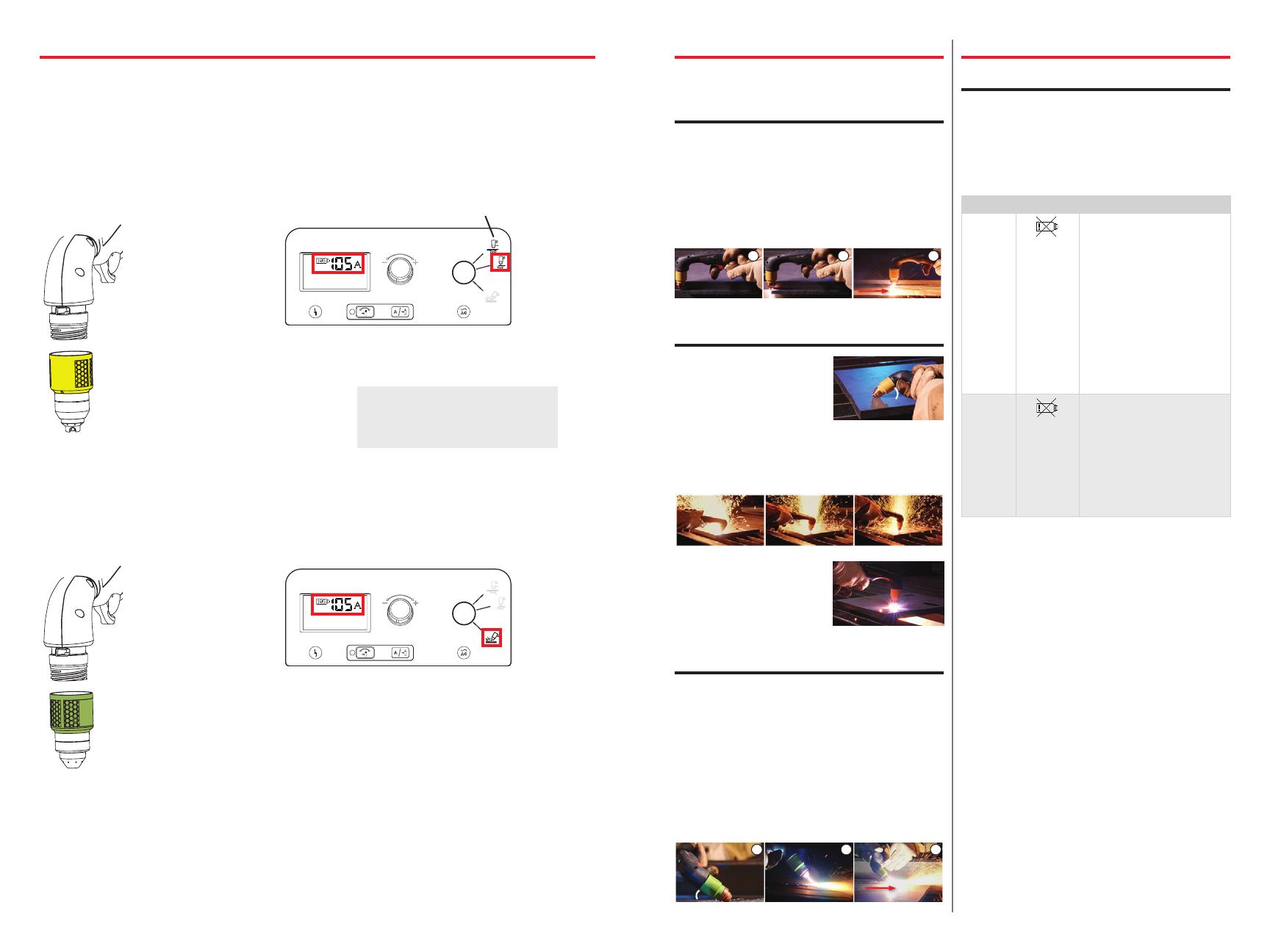
Wenn Sie einen
Schneideinsatzmontieren:
Das Gerät wählt automatisch den Schneidmodus und stellt
die Stromstärke ein.
Drücken Sie die Betriebsart-Taste, um vom
Schneidmodus in den Streckmetall-Modus
zu wechseln, wenn Sie Streckmetall
schneiden.
Streckmetall-Modus
Schnittmodus
Wenn Sie einen
Fugenhobel-Einsatz montieren:
Das Gerät wählt automatisch den Fugenhobel-Modus
undstellt die Stromstärke ein.
Fugenhobel-Modus
Metall schneiden, lochstechen und fugenhobeln
Schließen Sie die Erdklemme an das Werkstück an,
bevorSie mit dem Schneiden beginnen.
Schneiden
1. Beginnen Sie an der Werkstückkante. Halten Sie den
Brenner ineinem Winkel von 90° zum Werkstück.
2. Zünden Sie den Brenner. Bleiben Sie ander Kante, bis
der Plasmalichtbogen das Werkstück durchschneidet.
3. Ziehen Sie den Brenner leicht über das Werkstück.
Arbeiten Sie mit gleichmäßigem Tempo. Es ist kein
Abstand erforderlich.
Rollendes Lochstechen
1. Halten Sie den Brenner
ineinem Winkel von
ca. 30°. Legen Sie die
Brennerspitze auf das
Werkstück.
2. Betätigen Sie den Wippentaster, um den
Plasmalichtbogen zu starten. Neigen Sie den Brenner
nach oben, bis er sich ineinem Winkel von 90° zum
Werkstück befindet.
3. Halten Sie den Brenner
in dieser Position, bis
der Plasmalichtbogen
das Werkstück ganz
durchstochen hat.
Fugenhobeln
1. Halten Sie den Brenner ineinem Winkel von ca.
40–45° zum Werkstück und die Brennerdüse
etwa6–12mm vom Werkstück entfernt.
2. Betätigen Sie den Wippentaster, um einen
Pilotlichtbogen zu erzeugen. Übertragen Sie
denLichtbogen auf das Werkstück.
3. Strecken Sie den Plasmalichtbogen auf 25–32mm.
Verändern Sie beim Fugenhobeln die Position des
Brenners, um die erwünschte Fugenkontur zu erzielen.
Weitere Informationen hierzu finden Sie in der Operator
Manual (Betriebsanleitung).
45°
30°
Fehlerbeseitigung bei häufigen Problemen
Bestimmen, wann ein neuer Einsatz montiert werden muss
Das Gerät teilt Ihnen mit, wenn ein Hypertherm-Einsatz
das Ende seiner Standzeit erreicht hat. Halten Sie nach
diesen Fehlercodes Ausschau. Diese Funktion trägt
dazu bei, Beschädigungen des Brenners vorzubeugen.
Sie können den Einsatz auch ersetzen, bevor dieser
Zustand eintritt, wenn die Schnittqualität nicht mehr
zufriedenstellend ist.
Störfallcode Störfallsymbol Beschreibung
0-32-0 Dieser Fehlercode wird angezeigt, wenn
das Gerät zum ersten Mal erkennt, dass der
Hypertherm-Einsatz das Ende der Standzeit
erreicht hat. Die LED-Anzeigelampe am
Handbrenner wechselt ebenfalls auf Rot.
Montieren Sie einen neuen Einsatz, um den
Fehlercode zu beseitigen.
Wenn Sie das Gerät neu starten und
versuchen, denselben Einsatz zu verwenden,
erscheint der Fehlercode 0-32-1 und erinnert
Sie daran, dass der Einsatz das Ende seiner
Standzeit erreicht hat. Hypertherm empfiehlt
dringend, einen neuen Einsatz zu montieren.
0-32-1 Dieser Fehlercode wird auch dann angezeigt,
wenn Sie einen gebrauchten Hypertherm-
Einsatz montieren, für den der Fehlercode
0-32-0 bereits angezeigt wurde. Die
LED-Anzeigelampe am Handbrenner blinkt
dann gelb. Der Fehlercode 0-32-1 erinnert Sie
daran, dass der Einsatz sein Standzeit-Ende
erreicht hat. Hypertherm empfiehlt dringend,
einen neuen Einsatz zu montieren.
Wenn ein Einsatz ausgetauscht werden muss, ersetzen
Sieden ganzen Einsatz durch einen neuen.
Versuchen Sie nicht, den Einsatz zu zerlegen.
Der Einsatz erfordert keine Wartung, außer dass
möglicherweise geschmolzenes Metall von der Spitze
desEinsatzes entfernt werden sollte.
Die Erkennung des Standzeit-Endes des Einsatzes wird
deaktiviert, wenn einer der folgenden Umstände eintritt:
• Sie montieren einen FineCut-Einsatz für das Schneiden
im Handbetrieb.
• Sie stellen den Ausgangsstrom für einen beliebigen
Typvon Hypertherm-Einsatz auf unter 40A ein.




















