10
GYSPRESS 10T
FR
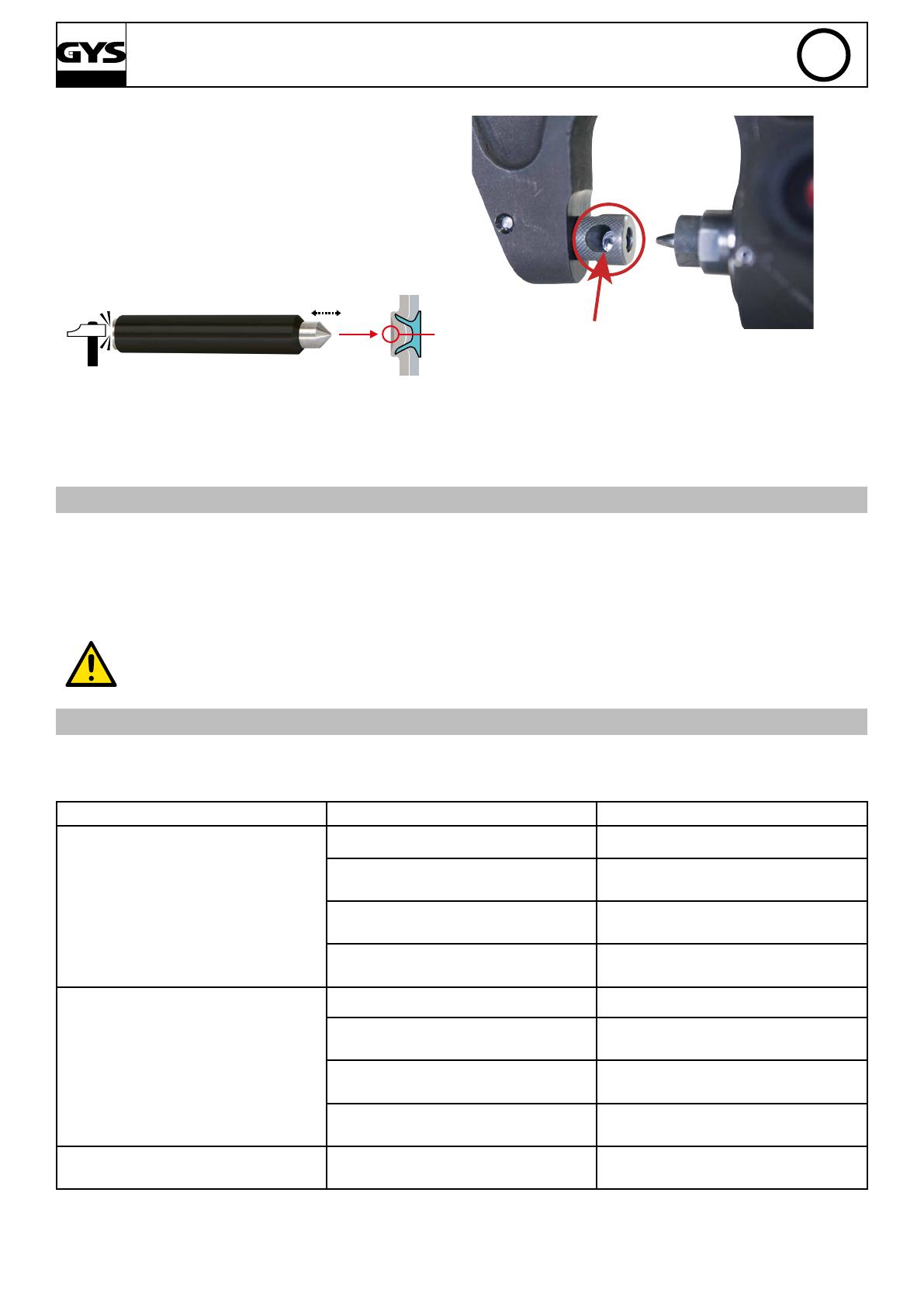
Avant d’utiliser la riveteuse et pour faciliter l’extraction
des rivets auto-perçants, il est possible de faire une
empreinte sur le rivet avec l’outil de pointeau centreur
(réf : 048379) an que le poinçon d’extraction soit calé,
par la suite, dans l’empreinte.
Si pendant l’extraction le rivet reste dans l’orice de la
matrice, soufer pour le faire tomber avant d’effectuer
une autre extraction.
Arrêter la progression de la pointe de la matrice dès
que l’insertion du rivet est effectuée. Amener la pointe
en bout de course peut générer des contraintes sur la
pointe susceptibles de la casser.
CONTRÔLES ET MAINTENANCE
La riveteuse GYSPRESS 10T ne nécessite pas de maintenance spéciale. Un simple contrôle visuel périodique est
recommandé an de prévenir toute panne ou défaillance éventuelle en cours d’utilisation.
Nettoyer la riveteuse GYSPRESS 10T au moins une fois par semaine an d’éliminer toute les poussières et les salis-
sures qui pourraient dégrader le bon fonctionnement du produit sur le long terme. Utiliser des chiffons autonet-
toyants. Ne pas utiliser d’eau ni de liquides inammables ou corrosifs.
Lors des opérations d’entretien, l’alimentation en air comprimé doit être déconnectée de l’appareil.
ANOMALIES, CAUSES, REMÈDES
Le tableau ci-dessous indique les anomalies pouvant être observées lors de l’utilisation de l’outil. Si le problème ren-
contré ne gure pas dans le tableau ci-dessous, cesser d’utiliser l’outil et contacter immédiatement votre revendeur
pour connaître la démarche à suivre.
ANOMALIES CAUSES REMÈDES
La riveteuse ne fonctionne pas.
L’air n’est pas branché. Connecter l’air comprimé.
Pas assez d’air comprimé.
Vérier l’alimentation en air
comprimé.
L’air comprimé n’est pas
correctement réglé.
Régler l’air comprimé entre 2 et 8 bar.
Le potentiomètre de vitesse est réglé
au minimum.
Régler la vitesse de pose.
Le rivet n’est pas placé correctement.
Mandrin ou matrice défectueux. Remplacer le mandrin ou la matrice.
Présence de résidus de colle sur le
mandrin ou dans la matrice.
Nettoyer la colle.
La pression de pressage n’est pas
sufsante.
La pression de l’air est trop faible ou
n’est pas bien réglée.
Longueur du rivet erronée.
Respecter les instructions du
constructeur.
Le piston de rivetage sort
trop lentement ou pas du tout.
Le levier de décharge est resté
bloqué.
Débloquer le levier de décharge.




















