
75531_V6_23/08/2018
CN
2-8
www.gys.fr
GYSPOT
COMBI 230 E PRO

I
II
III
等级
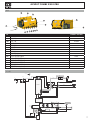
L 1 2 3 4 5 6 7 8 9 H
钢板
0,3mm 0,4mm 0,5mm 0,6mm 0,7mm 0,8mm 0,9mm 1mm 1,1mm 1,2mm 1,3mm
功率
L 1 2 3 4 5 6 7 8 9 H
电压
70 V 75 V 80 V 85 V 90 V 100 V 108 V 118 V 125 V 135 V 150 V
2
1
3
4
5
6
2
GYSPOT COMBI 230 E PRO

感谢您选择我们的产品!为了能让你拥有最满意的使用体验,请仔细阅读本使用说明书 :
本设备设计用于执行以下车身操作:车身校平,焊钉,铆钉,垫圈,螺柱,消除撞击,拉紧钢板。不适合做金属零件的
装配工作。
电源供应
单相电源 230V 50Hz。16A D曲线断路器或16A保险丝 (aM型)。
注意:如果设备触发电气安装保护系统,请检查所用断路器或保险丝的额定值和类型。
• 设备属于A类设备。可在工业或专业环境下使用。在不同的环境中,由于传导和辐射干扰,可能难以实现电磁兼容
性。请勿在有导电金属粉尘的环境中使用。
• 从2010年12月1日起,EN 60974-10标准的修改:注意,这些材料不符合IEC 61000-3-12。用户有责任确保设备能否连
接到公共低压电力系统。如有必要,请咨询供电公司。
使用铝主机:若电源电压高于265V,设备则进入保护状态。设备阻止电容器充电。只要存在故障,显示屏中心的3个水
平段就会亮起以指示故障。
电容器充电:显示屏闪烁表示COMBI 230 E PRO正在为电容充电至设定值。若出现充电故障,显示屏上则显示一
条“DEF”信息。关闭和重启设备。若信息一直显示,请联系GYS售后服务部。
启动与设置(图 I-II P.2)
该设备配有3位开关
铝 / OFF /钢材:
铝 / OFF /钢材
铝 钢材
新一代2合1钣金修复焊机. Gyspot Combi 230 E Pro车身修复焊机可以对所有铝车身和钢车身进行钣金修复。这种无需
拆卸的单点和多点牵引修复方法,效益高并节省时间。
设备包含2个凹痕拉拔器与2块控制面板:
钢制凹痕拉拔器 铝制凹痕拉拔器
配有主机,多功能枪及接地线
- 带有扳机焊枪连接至n°5连接器,控制线连接至 n°4连
接器
- 无扳机焊枪连接至n°6连接器
- 接地线固定在n°7的位置
电容器对主机放电,焊枪配备接地适配器 (3 个插孔)
- 焊枪连接至n°2连接器,
- 焊枪控制线连接至 n°1连接器。
- 接地线连接至n°3连接器。
3
GYSPOT COMBI 230 E PRO
CN
翻译版

4
GYSPOT COMBI 230 E PRO
CN
翻译版
A-钢的位置 (图. I)
• 将设备连接到合适的电源。
注意 : Combi 230 E Pro 除了配有电源连接器,还配备了一个扳机控制连接器:
- 请连接后者,如果您希望从扳机处控制设备
- 断开连接,如果您希望使用自动启动主机 (另见“使用”章节)
• 请按 “ON/OFF”键 (6)
• 显示屏和指示灯短暂亮起,接着设备显示:
- 默认n°1工具 (星焊或使用中空拉式焊钳)。
- 默认功率等级为 n°5(适用于0.8mm钢板的调整)。
• 如需更改功率,请按+或-键。通过按住两键中的一个,自动滚动功率水平。
• 推荐功率水平可校正不同厚度的钢材 (图. I-2)
• 更换焊枪末端所用工具类型,请按选择按钮上的工具选择 (I-3)
工具编号显示将闪烁5秒钟。在此期间,可以通过按+或 - 键(3)更改工具编号。
可用工具 (图. I-3)
1 车身校平工作,配合使用惯性锤、星形焊钳或中空拉式
焊钳。
2 用于矫直工作的焊接波纹钢丝或环。
3 使用特定的铜尖进行折冲击。
4 钢化用碳电极。
5 侧杆铆钉的焊接。
6 为了与地面固定的焊接垫圈。
7 为了固定地面车辆与连接梁的螺栓焊接。
启动:
使用触发器
Combi 230 E Pro 具备2个启动系统:
- 手动系统:使用扳机键 (连接电源与控制连接器)
- 自动系统:请阅览以下部分(仅连接电源连接器)
手动模式下,连接电源连接器与扳机控制连接器。
手动模式下自动模式不再起作用,只需给扳机加压便能进行点焊工作。开关可激活或停用焊枪扳机。
不用触发器
设备配备自动点焊触发系统。
主机自动检测电源,并在小于1秒内产生焊接点。如要产生第二个焊点,请在枪端将接点断开至少1/2秒,然后建立新的
接点。
功能:
• 步骤如下 :
• 使用以下提示将主机接地板夹连接至要校直的钣金零件上:
- 把它放置在工作最近的位置。
- 请勿连接到附近的零件 (例如: 请勿将车门上的接地线连接到车翼上)
- 请把连接处的钢板拆除.
• 清洗钢板需要工作的区域。
• 把需要的工具放置于焊枪顶端,接着旋紧焊枪顶端的螺帽。
• 选择工具与功率 (另见启动与设备部分)
• 将焊枪工具与待焊接钢板接触。
• 实行焊接。
注意:为了确保最佳性能,请使用原装焊枪与接地线。

5
GYSPOT COMBI 230 E PRO
CN
翻译版
B- 铝的位置 (图.II)
Combi 230 E Pro设计用于对有微小痕迹、划痕或受冰雹冲击的铝制车身进行维修工作。
Combi 230 E Pro 通过对电容放电进行M4螺栓焊接。一旦按压焊枪的尖端,即可开始焊接。快速焊接 (2-3毫秒)。
设备可以以两种不同的模式进行编程:
• 电压模式:电压可编程为50-200 V。
• 电源模式:电源可编程为L,1-9,H:
- 更换模式请按(1)键。 根据电压相关功率表 (见 图. II-2)
- 请按键盘右侧的 ON/OFF(2) 开关。
- 注意 : 接地适配器由工厂安装。
- 研磨需要校直的区域,使3个黄铜垫可与铝车身接触。
- 将螺柱放在焊枪的铜尖端。必要时调整保险杠螺栓的螺丝 (参见以下照片)
- 为了焊接效果良好,螺柱的头部必须从尖端延伸约1毫米 (6)
- 通过拧紧/拧松调节螺钉上的螺母来调节螺栓头的这个位置 (4)
在输送焊枪时,松开调节螺钉(7)并与标度尺(8)邻接。此设置可在焊接过程中施加大约20N的力,适用于焊接M4铝
螺柱。螺丝钉用于调整弹丸发射时弹簧的向下力,或补偿弹簧的磨损。
使用 + 或 - 键调节电压值。通电后,功率默认值为5,相当于100V。通常为了达到良好的焊接效果,用直径为4的螺栓
进行车身校平的电压值是90V。其对应的功率为4。
电压值随钢板的厚度而增加。注意,电压过高可能会损坏支架。
为了达到良好的焊接效果,只有螺栓头能与零件接触。
在不压坏螺栓头的情况下对焊枪略微施加压力,使焊枪垂直于钢板上。一旦焊枪尖端被压入环中,电容器就会自动放
电。
此刻,螺栓被焊接。焊接持续时间小于3毫秒。
为了获得最佳校平效果,建议您加热零件。
6
5
4
7
8
用于焊接M4 (直径 Ø4mm)螺栓的4槽铜尖端 无扳机自动触发焊枪
4
螺栓位置调节螺钉
5
螺栓必须垂直于钢板。
请勿施加太大压力以免压坏螺栓头。只有螺栓头与钢板接触。
6
螺栓头须延伸约1毫米。
7
带有标度尺的滚花螺丝可
8
在触发弹丸时调节弹簧的压缩。
主机热保护
设备配备自动热保护系统。设备使用过度时,该系统会切断主机几分钟时间。此情况下,黄色热故障指示灯亮起。 (
图. I-5 et II-5)
维护
• 在从设备上卸下机壳之前,请断开电源插头。设备内部的电压与电流强度高且危险。
• 必须由专业人员对设备进行维护和维修。
• 须对设备进行定期预防性维护,使用空气喷嘴对设备内部进行除尘。借此机会,请专业人员使用绝缘工具检查电气连
接。
• 定期检查电源线状态。电源线如若受损,为避免危险发生,必须由制造商,其售后服务部或有关专业人士更换。

6
GYSPOT COMBI 230 E PRO
CN
翻译版
安全
使用电阻焊机可能是危险的,可造成严重人身伤害甚至死亡。请保护好自己及他人。
请遵守以下安全说明:
电弧辐射: 请使用符合EN 169 或EN 379的焊接过滤面罩。
雨,水汽,湿度: 在干净(污染指数≤ 3)、平坦且离焊接零件至少1米的环境下使用设备。请勿在雨
雪中使用设备。
灼伤: "请穿着防火面料的工作服 (棉质或牛仔)。
工作时佩带手套及防火面料的围裙。
为了保护他人的人身安全,请安装防护屏,或警告其保持足够距离并不要看电
弧。"
火灾: 工作区域禁止防止易燃物品。请勿在有易燃气体的情况下工作。
触电: 确保设备与地连接。请勿触摸带电零件。检查供电电网与设备适配。
烟雾: 请勿吸入焊接气体或烟雾。在通风良好的环境中使用该设备,如果在室内焊接,
则采用人工抽气的方式。
坠落: 请勿将机器转移到人或物品之上。
其他注意事项: "任何焊接操作 :
- 在电击风险增加的地方,
- 在封闭的地方,
- 存在易燃和易爆材料的地方,
必须始终得到“专家经理”的事先批准,并在受过紧急情况干预的人员面前进
行。
必须应用CEI/IEC 62081技术规范中描述的技术保护装置。
除非使用安全平台,禁止在高处焊接。"
以下情况,GYS对因使用机器时造成的人身伤害或财产损失不承担任何负责:
• 修改或禁用安全元件
• 不遵守使用说明书中的建议
• 更改设备的特性
• 使用GYS提供配件以外的配件
• 不遵守设备安装的地区或国家的法律及法规
心脏起搏器佩戴者在使用设备前需咨询医生。
佩戴医疗设备(起搏器,助听器......)的人员应离焊接设备至少3米的距离。
保修
保修范围涵盖自购买之日起2年内的任何缺陷或制造缺陷(零件和人工)。
以下情况,不在保修范围内 :
• 因运输造成的所有其他损坏。
• 零件正常磨损 (如 : 电缆,焊钳等) 。
• 操作不当导致的事故 (电源故障,电压降低, 机器拆卸) 。
• 与环境有关的故障 (空气污染, 生锈, 灰尘) 。
如发生故障,请将设备退还至经销商处,并附上以下材料:
- 购买凭证 (收据,发票….)
- 故障解释说明

备件
2b
3b
3a
7
1
4
6a
6b
6c
6d
6e
6f
6g
2a
5
N° COMBI E 230 PRO
1
转换开关
51059
2A
钢电子板
97196C
2B
铝电子板
97126C
3A
钢制键盘
51913
3B
铝制键盘
51926
4
电源线
21481
5
转换器
96043
6A
接地连接器
51138
6B
铝制焊枪连接器
51476
6C
铝制焊枪接地连接器
51461
6D
扳机控制线连接器
51138
6 E
含扳机钢制焊枪连接器
51461
6F
无扳机钢制焊枪连接器
51461
6G
接地连接器
51461
7
黑色开关 红色控制器
52464
电气图
97156
97156
51032
2
3
1
4 5
52159
CLAVIER
TERRE
63499
63499
ALU
C1
L1
N
51059
COMMUT
ACIER
Off
ALU
~
~
TERRE
CEM
PFC
CONV
ALIM
AUX
3
4
5
6
7
8
9
10
11
12
13
97126
POWER PCB
KEYBOARD
96043
TH1
Gun
97196C
51461
94812
94911
51913
71916
Inverseur
71506
1
2
3
4
51461
1 1
3
44
Gun
51461
21496
7
GYSPOT COMBI 230 E PRO

图标
注意!使用前请仔细阅读使用说明
交替焊接电流
A
安培 (A)
V
伏特 (V)
Hz
赫兹 (Hz)
U
1N
额定电源电压
I
2CC
次级最大短路电流
I
2P
次级恒电流
m
机器质量
IP21
防止手指进入危险部位,并防止水滴。
所用材料符合欧洲指令 如需了解欧盟声明,请浏览我们的网站 (参阅封面页)
EAC认证产品
电弧会为眼睛及皮肤产生危险的光线。(请做好预防准备!)
ISO 669:2016
焊接电源符合IEC62135-1和EN ISO 669标准。
需单独收集 – 切勿扔进家用垃圾箱。
可回收产品
该产品通过全方位分拣系统与选择性回收家用产品包装废弃物系统,由生产厂商参与进行产品包装回收再利用。
温度信息 (热保护)
GYS SAS
134 Bd des Loges BP4159
53941 Saint Berthevin
France
GYS China
6666 Songze road
Qingpu distric, Shanghai 201706
China
8
GYSPOT COMBI 230 E PRO
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8







