10 Series 20 Weld Head User’s Manual
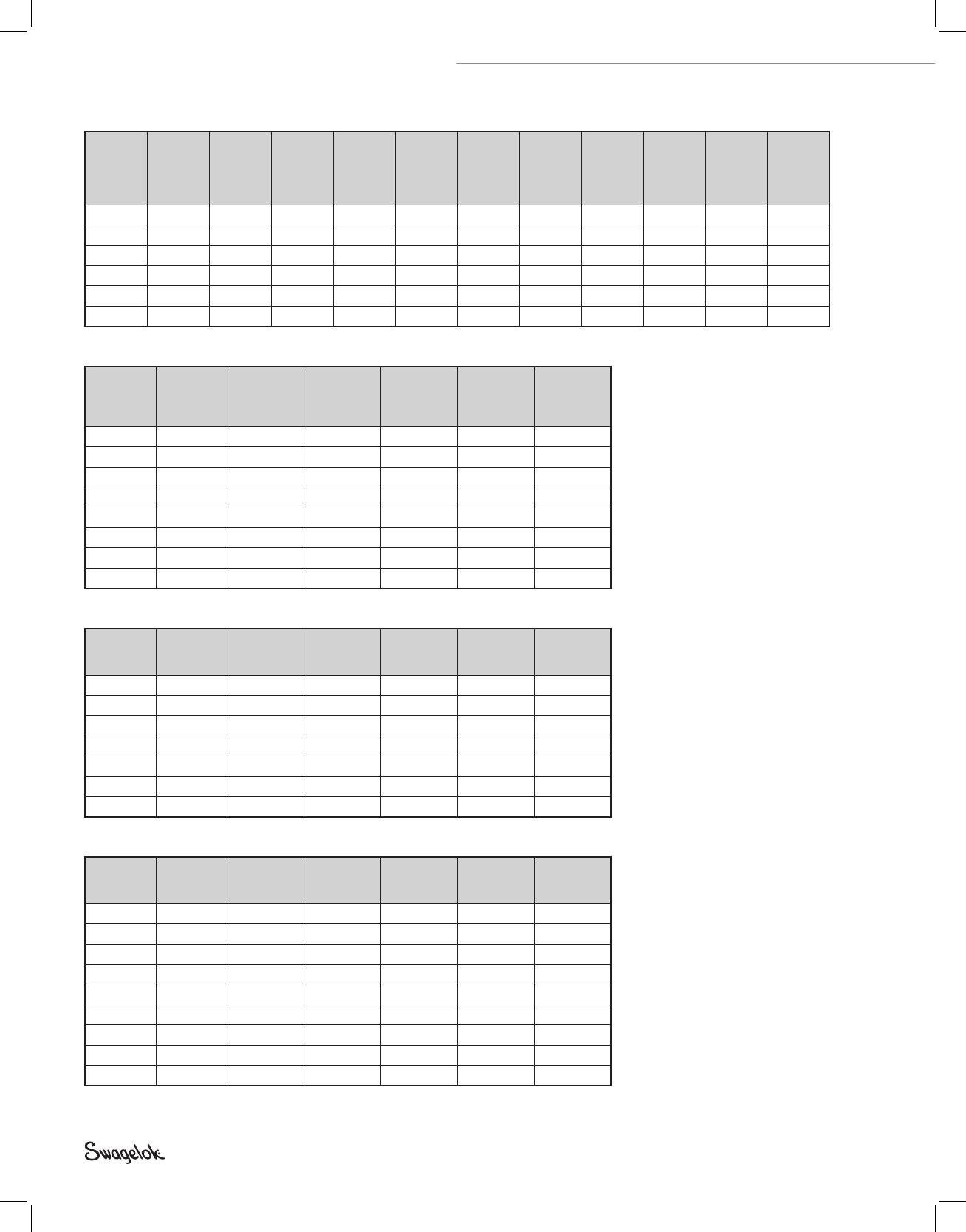
Table 2 SWS-20H Arc Gap Gage Dia. 3.118 in.
Nominal
OD
in.
Actual
OD
in.
Setting
for
0.030in.
Arc Gap
in.
Setting
for
0.040in.
Arc Gap
in.
Setting
for
0.050in.
Arc Gap
in.
Setting
for
0.060in.
Arc Gap
in.
Setting
for
0.070in.
Arc Gap
in.
Setting
for
0,5mm
Arc Gap
mm
Setting
for
0,64mm
Arc Gap
mm
Setting
for
0,76mm
Arc Gap
mm
Setting
for
1,02mm
Arc Gap
mm
Setting
for
1,14mm
Arc Gap
mm
1/2 .500 1.839 1.849 1.859 1.869 1.879 46,45 46,59 46,97 46,97 47,09
3/4 .750 1.964 1.974 1.984 1.994 2.004 49,63 49,77 49,89 50,15 50,27
1 1.000 2.089 2.099 2.109 2.119 2.129 52,80 52,94 53,06 53,32 53,44
1 1/4 1.250 2.214 2.224 2.234 2.244 2.254 55,98 56,12 56,24 56,50 56,62
1 1/2 1.500 2.339 2.349 2.359 2.369 2.379 59,15 59,29 59,41 59,67 59,79
2 2.000 2.589 2.599 2.609 2.619 2.629 65,50 65,64 65,76 66,02 66,14
Table 3 SWS-20H Arc Gap Gage Dia. 79,20 mm.
Nominal
OD
mm
Actual OD
mm
Setting for
0,50 mm
Arc Gap
mm
Setting for
0,64 mm
Arc Gap
mm
Setting for
0,76 mm
Arc Gap
mm
Setting for
1,02 mm
Arc Gap
mm
Setting for
1,14 mm
Arc Gap
mm
12 12,00 46,12 46,26 46,38 46,64 46,76
18 18,00 49,12 49,26 49,38 49,64 49,76
22 22,00 51,12 51,26 51,38 51,64 51,76
23 23,00 51,62 51,76 51,38 51,64 51,76
25 25,00 52,62 52,76 52,88 53,14 53,26
28 28,00 54,12 54,26 54,38 54,64 54,76
35 35,00 57,62 57,76 57,88 58,14 58,26
52 52,00 66,12 66,26 66,38 66,64 66,76
Table 4 SWS-20H Pipe Arc Gap Gage Settings (standard)
Pipe Size
in.
Actual OD
in.
Setting for
0.030 in.
Arc Gap
Setting for
0.040 in.
Arc Gap
Setting for
0.050 in.
Arc Gap
Setting for
0.060 in.
Arc Gap
Setting for
0.070 in.
Arc Gap
1/4 0.54 1.859 1.869 1.879 1.889 1.899
3/8 0.675 1.927 1.937 1.947 1.957 1.967
1/2 0.84 2.009 2.019 2.029 2.039 2.049
3/4 1.05 2.114 2.124 2.134 2.144 2.154
1 1.315 2.247 2.257 2.267 2.277 2.287
1 1/4 1.66 2.419 2.429 2.439 2.449 2.459
1 1/2 1.9 2.539 2.549 2.559 2.569 2.579
Table 5 SWS-20H Pipe Arc Gap Gage Settings (metric)
Pipe Size
mm
Actual OD
mm
Setting for
0,76 mm.
Arc Gap
Setting for
1,02 mm.
Arc Gap
Setting for
1,27 mm.
Arc Gap
Setting for
1,52 mm.
Arc Gap
Setting for
1,78 mm.
Arc Gap
10,2 10,2 45,46 45,72 45,97 46,22 46,48
13,5 13,5 47,11 47,37 47,62 47,87 48,13
17,2 17,2 48,96 49,22 49,47 49,72 49,98
18,9 18,9 49,81 50,07 50,32 50,57 50,83
21,3 21,3 51,01 51,27 51,52 51,77 52,03
26,9 26,9 53,81 54,07 54,32 54,57 54,83
33,7 33,7 57,21 57,47 57,72 57,97 58,23
42,4 42,4 61,56 61,82 62,07 62,32 62,58
48,3 48,3 64,51 64,77 65,02 65,27 65,53
13-205R4.indb 10 2/1/13 2:43 PM
























