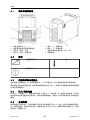
ESAB Mig 4004i Pulseは、脈衝電流式のMIG/MAG溶接に最適化した溶接電源です。送絲装置Feed3004/4804と併用します。ESABのアクセサリーについては、本マニュアルの「アクセサリー」の章を参照してください。
ESAB MIG 4004i Pulseは、60%のデューティサイクルで400A/34V、100%のデューティサイクルで300A/29Vの出力電流を提供するように設計されています。溶接電圧の範囲は、DC溶接の場合16V~400V、MMA溶接の場合は21V~36V、TIG溶接の場合は10V~34Vです。
また、VRD(電圧低下装置)機能を搭載しており、溶接していないときの開回路電圧は35V未満に抑えられます
ESAB Mig 4004i Pulseは、脈衝電流式のMIG/MAG溶接に最適化した溶接電源です。送絲装置Feed3004/4804と併用します。ESABのアクセサリーについては、本マニュアルの「アクセサリー」の章を参照してください。
ESAB MIG 4004i Pulseは、60%のデューティサイクルで400A/34V、100%のデューティサイクルで300A/29Vの出力電流を提供するように設計されています。溶接電圧の範囲は、DC溶接の場合16V~400V、MMA溶接の場合は21V~36V、TIG溶接の場合は10V~34Vです。
また、VRD(電圧低下装置)機能を搭載しており、溶接していないときの開回路電圧は35V未満に抑えられます




















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























ESAB Mig 4004i Pulseは、脈衝電流式のMIG/MAG溶接に最適化した溶接電源です。送絲装置Feed3004/4804と併用します。ESABのアクセサリーについては、本マニュアルの「アクセサリー」の章を参照してください。
ESAB MIG 4004i Pulseは、60%のデューティサイクルで400A/34V、100%のデューティサイクルで300A/29Vの出力電流を提供するように設計されています。溶接電圧の範囲は、DC溶接の場合16V~400V、MMA溶接の場合は21V~36V、TIG溶接の場合は10V~34Vです。
また、VRD(電圧低下装置)機能を搭載しており、溶接していないときの開回路電圧は35V未満に抑えられます
関連論文
-
ESAB Mig 4004i Pulse Mig, 4004i Pulse WeldCloud™ ユーザーマニュアル
-
ESAB COOL 1 ユーザーマニュアル
-
ESAB COOL 2 ユーザーマニュアル
-
ESAB Aristo Mig 4004i Pulse ユーザーマニュアル
-
ESAB Mig 4004i Pulse WeldCloud™ ユーザーマニュアル
-
-
-
ESAB Mig 4004i Pulse ユーザーマニュアル
-
ESAB CUTMASTER 40 PLASMA CUTTING SYSTEM 適合宣言
-
ESAB Mig 4001i ユーザーマニュアル