
维修手册
0740 801 028 CN 20171110
Valid for: serial no. 921-, 943-, 049-, 327-, 628-xxx-xxxx
A2, A6 PEK Control Unit

目录
0740 801 028 © ESAB AB 2017
请先阅读........................................................ 4
简介............................................................ 5
布线图.......................................................... 7
部件说明....................................................... 7
A2、A6 PEK 控制装置,序列号为 921-、943-、049-、327-xxx-xxxx... 8
A2、A6 PEK 控制装置,序列号为 628-xxx-xxxx..................... 10
技术参数........................................................ 12
安装和连接...................................................... 13
外部连接....................................................... 13
内部连接....................................................... 15
操作说明........................................................ 23
1 MMC 装置..................................................... 23
电路板标识................................................... 23
1AP1:1 电源和 CAN 总线....................................... 24
CAN 总线和终端............................................. 26
1AP1:2 显示控制.............................................. 27
1AP1:3 按钮监测.............................................. 27
蜂鸣器..................................................... 28
1AP1:4 USB 内存.............................................. 28
1AP1:5 编码器监测............................................ 28
1AP1:6 以太网接口(从序列号 628-xxx-xxxx 开始).............. 30
1AP1:7 USB 主机 B(内部)(从序列号 628-xxx-xxxx 开始)...... 31
1AP1 部件位置................................................ 32
26 马达控制和马达驱动.......................................... 34
26AP1 马达控制................................................. 34
电路板标识................................................... 34
26AP1:1 电源................................................. 34
26AP1:2 CAN 总线和终端....................................... 35
26AP1:3 送丝马达编码器....................................... 36
26AP1:4 行进马达编码器....................................... 37
26AP1:5 行进限位开关......................................... 37
26AP1:6 激光灯电源........................................... 38
26AP1:7 外部启动/停止开关.................................... 38
26AP1 部件位置............................................... 39
26AP2 马达驱动................................................. 40
26AP2:1 电源................................................. 40
26AP2:2 马达 1 驱动(CN7 上的送丝).......................... 41
26AP2:3 电机 2 驱动(CN6 上的行进运动)...................... 43
26AP2:4 继电器输出........................................... 44
26AP2 电路板版本............................................. 45
26AP2 部件位置............................................... 46

目录
0740 801 028 © ESAB AB 2017
故障代码........................................................ 47
错误日志....................................................... 47
错误代码说明................................................... 48
维修说明........................................................ 54
什么是 ESD?................................................... 54
维修援助....................................................... 54
更换电池....................................................... 55
软件更新........................................................ 56
马达控制 26AP1................................................. 56
焊接参数装置 1AP1.............................................. 56
更新软件..................................................... 59
使用 reset.txt 进行复位...................................... 60
备件............................................................ 62
保留变更技术规范的权利,恕不另行通知。

请先阅读
0740 801 028
- 4 -
© ESAB AB 2017
请先阅读
保养和维修工作应该由有经验的人完成,而电气工作只能由经过培训的电工进行。仅使用推荐
的更换零件。
此维修手册适用于经过电气/电子培训的技术人员,对故障跟踪和维修相关工作很有帮助。
请以备件清单为向导,查找部件在设备中的位置。备件清单作为单独的文档公布,请参阅“备
件”部分。
本手册包含了 2016 年 7 月及之前已做出的所有设计更改的详细信息。
本手册适用于序列号为 921-xxx-xxxx、943-xxx-xxxx、049-xxx-xxxx、327-xxx-xxxx 和
628-xxx-xxxx 的 PEK。
注意!
ESAB 已在普通配置环境对本装置进行了测试。由系统集成方负责具体配置的安全
性和功能。
小心!
在安装或操作前,请阅读并理解本使用说明书。

简介
0740 801 028
- 5 -
© ESAB AB 2017
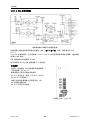
简介
PEK 框图
控制装置的设计结构
PEK 是适用于埋弧焊 (SAW) 和熔化极气体保护焊 (GMAW) 的电源控制装置。此控制装置包括
与自动焊接机、十字操作机配合使用的马达控制。
它具有以下连接:
· 焊接电源
· 紧急停止按钮
· CAN 总线
· USB 记忆棒(从序列号 628-xxx-xxxx 开始,该装置配备第二个 USB 连接器,此 USB
连接器位于该装置内的 MMC/焊接参数板上。)
· 马达
· 焊剂/气体控制
· 编码器
· 限位开关
· ESAB WeldCloud™ Mobile 装置(经由以太网连接)(从序列号 628-xxx-xxxx 开
始)
1AP1 MMC 模块 (MMC module)
此控制装置具有 MMC,其中包括处理器、内存、控制按钮和显示屏。MMC 通过 500 kbit/s
的 CAN 总线连接到焊接电源和马达控制板 (control board)。该装置通过 CAN 连接采用 12
V 供电。
26AP1 马达控制板 (control board)
马达控制板 (control board) 处理马达驱动板,读取马达编码器和限位开关。除 CAN 电路
通过 CAN 连接采用 12 V 供电以外,该装置采用马达驱动板供电。该驱动板可向激光灯提供
5 V 电源和向马达编码器提供 5 VDC、15 VDC 或 24 VDC 电源。

简介
0740 801 028
- 6 -
© ESAB AB 2017
26AP2 马达驱动板
焊接电源通过整流器为马达驱动板提供 42 VAC 电源。它具有两个 H 桥马达驱动电路,从而
能够使马达反转。该驱动板也可驱动控制焊剂或气体的继电器。

布线图
0740 801 028
- 7 -
© ESAB AB 2017
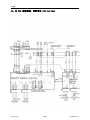
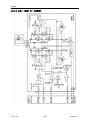
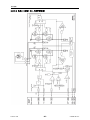
布线图
部件说明
部件 描述
1AP1 MMC 模块
1AP2 显示
1AP3 按钮,橡胶键盘
1L1, 26L1, X1L1 铁氧体环芯
1L2 铁氧体环芯(自序列号 628-xxx-xxxx 起)
26AP1 马达控制板 (control board)
26AP2 马达驱动板
BR1 整流桥
C1 滤波电容器
C2 滤波电容器
S1 紧急停止按钮
X1 端子板
XP1 连接器
XS1/24AP1 CAN 总线连接
XS2 USB 连接器
XS3 以太网连接器(从序列号 628-xxx-xxxx 开始)
200 导线
14.2, 14.4, 14.5 CN14:1、CN14:4 和 CN14:5 的导线
18.2 CN18:2 的导线
3.1, 3.3 CN3:1 和 CN3:3 的导线
4.1, 4.3 CN4:1 和 CN4:3 的导线
5.1, 5.5 CN5:1 和 CN5:5 的导线
X1.4、X1.6、X2.1
、XB.2、X4.J、
X4.A、X6.B、X6.C
、X9.F、X1.G、
XB.H
X1 的导线
小心!
静电可能损坏电路板和电子元件。
·遵守处理静电敏感器件的预防措施。
·使用适当的防静电袋和防静电箱。

布线图
0740 801 028
- 8 -
© ESAB AB 2017
A2、A6 PEK 控制装置,序列号为 921-、943-、049-、327-xxx-xxxx
更新:
从序列号 921-010-XXXX 开始:已拆除电缆 18.1
从序列号 921-010-XXXX 开始:在 X1:12 与 X1:15 之间插入跳线

布线图
0740 801 028
- 9 -
© ESAB AB 2017

布线图
0740 801 028
- 10 -
© ESAB AB 2017
A2、A6 PEK 控制装置,序列号为 628-xxx-xxxx

布线图
0740 801 028
- 11 -
© ESAB AB 2017

技术参数
0740 801 028
- 12 -
© ESAB AB 2017
技术参数
PEK
电源电压 42 V,50/60 Hz
电源要求 最大 900 VA
ESAB 马达适用的引擎连接 6 A 100%
速度控制 脉冲编码器反馈
工作温度 -15°C 至 +45°C
运输温度 -20°C 至 +55°C
相对空气湿度 最大值 95%
尺寸(长x宽x高) 246 × 235 × 273 mm
重量 6.6 kg
密封等级 IP23
行进速度 0-200 cm/min *)
请参阅自动焊接机器各自的使用手册。
最大手动行进速度 2.0 m/min
送丝速度,填丝 0-2500 cm/min *)
请参阅送丝装置各自的使用手册。
*) 设置范围视所用产品而定。
密封等级
IP 代码指示密封等级,即防止固体物质或水分渗入的防护程度。
带 IP23 标记的设备在室内和户外均可使用。

安装和连接
0740 801 028
- 13 -
© ESAB AB 2017
安装和连接
该装置具有多个外部和内部连接。某些连接需要现成电缆。这些电缆作为附件提供。请使用电
缆限制器固定电缆。
有关操作的一般信息,请参阅电源和连接装置的使用手册。
外部连接
1. 焊接电源的控制电缆接头 6. 电缆入口(行进运动脉冲编码器)
2. USB 连接 7. 电缆入口(电弧电压反馈)
3. 遥控装置或维修工具的连接 (CAN) 8. 马达电缆出口(行进运动)
4. 电缆入口(限位开关、磁性气阀) 9. 马达电缆出口(送丝)
5. 电缆入口(送丝脉冲编码器) 10.用于连接到 WeldCloud™ Mobile 的 LAN
连接器、以太网端口(从序列号
628-xxx-xxxx 开始)
电源接头 (1)
42 VAC 电源、电弧电压反馈、紧急停止按钮和 CAN 总线的焊接电源接头。
注意!
为避免损坏设备,务必使用正确类型的电缆。
USB 连接 (2)
外部 USB 内存可以用于从/向系统传送程序。
某些 USB 内存可能不适用于本设备。建议使用有良好声誉的供应商所提供的 USB 内存。
注意!
建议不要将用于本设备的 USB 内存用于其他用途。
注意!
对于因 USB 内存不当使用而造成的任何损失,ESAB 不承担任何责任。
遥控装置或维修工具的 CAN 连接 (3)

安装和连接
0740 801 028
- 14 -
© ESAB AB 2017
外部设备、远程控制或 ESAT 维修工具的 CAN 总线连接 (500 kbit/s)。
CAN 总线终端
装置内部的两个电路板上具有 CAN 总线终端:
· 1AP1 MMC,开关 SW1。出厂设置;未端接。
· 26AP1 马达控制板 (control board)。跳线 CN29。出厂设置;端接至 120 Ohm。
LAN/以太网连接器 (10)
从序列号 628-xxx-xxxx 开始,PEK 控制装置配备以太网接口,以便能够将该装置连接到
ESAB WeldCloud™ Mobile 装置。有关 WeldCloud™ 系统的更多信息,请参阅 WeldCloud™
使用手册。有关 WeldCloud™ Mobile 装置的更多信息,请参阅组合的 W8
2
和 WeldCloud™
维修手册。

安装和连接
0740 801 028
- 15 -
© ESAB AB 2017
内部连接
1. X1 限位开关、焊剂/气体、42 VAC、电弧电
压反馈和紧急停止按钮的连接端子板
4. CN16 行进运动脉冲编码器接头
2. CN19、CN20 编码器电压选择 5. CN7 马达接头(送丝)
3. CN17 送丝脉冲编码器接头 6. CN6 马达接头(行进运动)

安装和连接
0740 801 028
- 16 -
© ESAB AB 2017
紧急停止按钮
通过由同一个开关控制的两个独立紧急停止电路来实现。
紧急停止,第 1 个电路
此电路连接至电源,接通后将关闭焊接电源。
根据上述右侧的图,可将此电路扩展至其他外
部紧急停止按钮。
·从端子板 X1,拆下 1 和 2 之间的连接。
·从端子板 X1,将外部紧急停止电路连接至
1 和 2。
紧急停止,第 1 个电路连接
紧急停止,第 2 个电路
此电路未连接在装置内部。它可用来控制需要
独立紧急电路的其他装置。
紧急停止,第 2 个电路连接

安装和连接
0740 801 028
- 17 -
© ESAB AB 2017
流量阀/气阀连接
通过一个继电器输出操纵流量阀或气阀。
内部继电器额定值最大为 8A/250 V 交流。在
菜单中命名“气体/焊剂”。
·连接到 17 和 18 处的端子板 X1。
流量阀/气阀连接示例
连接可选设备
序列号 921-010-xxxx 前制造
通过一个继电器输出操纵可选设备或激光灯开
关。
内部继电器额定值最大为 8A/250 V 交流。在
菜单中命名“继电器 2”。
·将可选设备连接到 15 和 16 处的端子板
X1。
序列号 921-010-xxxx 后制造
内部继电器额定值最大为 8A/250 V 交流。在
菜单中命名“继电器 2”。
从工厂发货时,继电器连接至激光灯开关。连
接可选设备时,必须断开激光灯的电源连接。
·断开 X1:12 和 X1:15 之间的电缆。
·将可选设备连接到 15 和 16 处的端子板
X1。
可选设备的连接示例

安装和连接
0740 801 028
- 18 -
© ESAB AB 2017
激光灯电源 5 V
注意!
不是推荐的电路!更改成 24 V 电路,
如下所示。
序列号 921-010-xxxx 前制造
灯电源。输出 5 V。
·连接到 19 (+5 V) 处的端子板 X1。
·连接到 20 (0 V) 处的端子板 X1。
5 V 激光灯连接
激光灯电源 24 V
灯电源。输出为 24 V,最大电流为 80 mA。
带连续电源
·连接到 14 (+24V) 处的端子板 X1。
·连接到 20 (0V) 处的端子板 X1。
带开/关功能
序列号 921-010-xxxx 前制造
在该配置下,通过装置菜单操纵灯开关。使用
称为“继电器 2”的软按钮。
·连接到 16 (+24V) 处的端子板 X1。
·连接到 20 (0V) 处的端子板 X1。
·在 X1:12 与 X1:15 之间插入跳线。
序列号 921-010-xxxx 后制造
在该配置下,通过装置菜单操纵灯开关。使用
称为“继电器 2”的软按钮。
·连接到 16 (+24V) 处的端子板 X1。
·连接到 20 (0V) 处的端子板 X1。
24 V 激光灯连接

安装和连接
0740 801 028
- 19 -
© ESAB AB 2017
行进限位开关
限位开关有两个输出。
·从端子板 X1,拆下 11 和 12 之间的连
接。
·从端子板 X1,拆下 13 和 14 之间的连
接。
·将第一个限位开关连接到 11 和 12 处的
端子板 X1。
·将第二个限位开关连接到 13 和 14 处的
端子板 X1。
限位开关连接
马达驱动和场电源
马达 1 和马达 2 的电源连接
输出可驱动两个马达。马达通过 ESAB 附件电缆直接连接到 26AP2 马达驱动板。
送丝马达 1 连接至 CN7。
行进马达 2 连接至 CN6。
· 在装置的背面,从孔拆下插头。
· 将电路板连接器穿过孔并固定电源线。
· 连接至马达驱动板 26AP1 上的 CN6 和/或 CN7。

安装和连接
0740 801 028
- 20 -
© ESAB AB 2017
马达编码器
马达编码器
两个输入用于读取运动。输入专为电源电压为 5 VDC、15 VDC 或 24 VDC 的增量正交编码器
而设计。
编码器通过 ESAB 附件电缆直接连接到 26AP1 马达控制板 (control board)。
连接以下编码器:
· 马达 1(送丝)连接至 CN17
· 马达 2(行进)连接至 CN16。
安装:
· 在装置的背面,从孔拆下插头。
· 将电路板连接器穿过孔并使用电源线固定。
· 连接至马达控制板 (control board) 26AP1 上的 CN16 和/或 CN17。
· 在 CN19 和 CN20 上,选择编码器的电源电压:5 VDC、15 VDC 或 24 VDC。对于 A2
或 A6,选择 24 VDC。
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
































































