
73502_V.1_17/08/2018
CN
01-18
GYSPOT ARCPULL 200
www.gys.fr

2
GYSPOT ARCPULL 200
CN
图 I
1
2
5
6
3
4
9
8
7
10
图 I - 焊枪
PROTOTYPE
PROTOTYPE
1
2
4
5
6
7
3
10
9
8
图 II - 界面
MADE IN
FRANCE
2
3 5
1
6 7
4

3
GYSPOT ARCPULL 200
CN
警告 - 安全准则
一般说明
在使用或维修该设备之前,阅读并理解以下安全建议。 禁止一切说明书中未做说明的修改或者维
修。
由于未遵守本手册中的说明而造成的任何损害或者损坏制造商将不承担责任。
如有问题或不确定,请咨询专业人员妥善处理。
这些说明涵盖了交付状态下的材料。 若不遵守这些说明,用户有责任进行风险分析。
环境
此设备必须仅用于描述面板和/或用户手册中规定限度的焊接操作。操作者必须遵守适用于这种焊接的安全预防措施。若使用不当或
不安全使用,制造商不承担责任。
此设备必须使用并存放在防灰、防酸或其他防腐蚀的地方。请在敞开的或通风良好的地方操作机器。
操作温度:
在-10到+40°C之间使用(+ 14和+ 104°F)。
存储在-20和+55°C之间(- 4和131°F)。
空气湿度:
在40°C(104°F)低于或等于50%;
在20°C(68°F)低于或等于90%;
海拔高度:
海拔1000米(3280英尺)。
个人保护
焊接可能很危险,可导致人员严重伤害或死亡。本机器的
用户必须接受适合机器使用的培训,以充分利用机器的性能并执行合规工
作(例如:车身培训)。
操作人员在进行焊接工作时暴露于危险的热源,火花,电磁场(起搏器佩戴者请注意),触电,噪音和气体排放的环境中。为了保护
自己和他人的安全,请遵守以下安全说明:
为了防止你遭受灼伤和辐射,请穿不带袖口的衣服。这些衣服必须是绝缘的、干燥的、防火的、状态良好的、能覆盖
全身的。
请戴上防护手套,确保绝缘绝热。
请使用充分的焊接防护装置:头罩、手套、夹克、裤子…(具体根据实际操作和应用)。清洁作业时请务必保护好眼
睛。戴隐形眼镜时切记请勿操作。
如有条件可安装防火焊接挂帘以保护整个区域免受弧光辐射,焊接飞溅和火星的伤害。提醒焊接区域周边的人在焊接
时不要直视电弧或熔池,并且穿上防护工作服。
如果工作超过了规定的噪音限值,操作者必须配戴耳保护装置。确保焊接区域内的任何人都有耳保护装置。
刚焊接的部件是热的,在操作时可能会导致烧伤。在焊枪的维护工作期间应该确保其已足够冷却,至少要等待10分钟
后再进行任何介入。当使用水冷焊枪时,冷却手推车必须是开着的,确保液体不会燃烧。 始终确保工作区尽可能是
安全的、有防护的,以避免引起损坏或事故。
焊接烟尘和气体
焊接过程中产生的烟雾、气体和粉尘是有害的。为了使烟雾和气体远离工作区域,必须确保足够的通风和/或提
取。在工作场所空气供应不足的情况下建议使用带空气过滤的焊接面罩。请检查进气是否符合安全标准。
当在一个小区域焊接时,操作者需保持一定安全距离。焊接某些含有铅、镉、锌、汞或铍的金属可能有剧毒性。焊接前用户需要去除
油污。请务必把气瓶存放在敞开的或通风的地方。气瓶必须处于垂直固定在支架或手推车上的状态。切记请勿在存放油脂或油漆的地
方焊接。

4
GYSPOT ARCPULL 200
CN
火灾和爆炸危险
保护整个焊接区域。压缩气体容器和其他易燃材料必须移动到11米以下的最小安全距离。必须备有灭火器。
小心飞溅和火花,它能引起火灾或爆炸。人,可燃物和压力容器必须保持安全距离。
不允许焊接密封容器或封闭的管子,当焊接开放的容器和管子,操作者必须去除容器内可燃和爆炸物资(油脂,汽油,气体...)。
操作打磨时不应该直接朝着设备,包括电源和可燃物。
电气安全
机器必须连接到接地的电源上。使用推荐的保险丝尺寸。放电会直接或间接地引起严重甚至致命事故。
当 机 器 已 经 带 电 ( 焊 枪 、 地 线 夹 钳 、 焊 条 ) 后 , 请 勿 触 摸 机 器 ( 内 部 或 外 部 ) 的 任 何 带 电 部 分 , 因 为 它 们 已 经 连 接 到 焊 接 电 路 了 。
在打开设备之前,必须把它从电源断开,并等待2分钟,以便所有的电容器放电。
损坏的电缆和焊枪必须由熟练的专业人员更换。确保电缆横截面符合使用要求(延长线和焊接电缆)。为了与电路绝缘,始终穿干燥
的衣服。无论您在什么工作环境下,都请务必穿绝缘鞋子。
分类
这些A类设备不打算在住宅场所使用:电流由低压电源的公共网络提供。由于干扰和无线电频率,在确保这些场
所的电磁兼容性方面可能存在潜在的困难。
该设备符合IEC61000-3-12标准。
EN 61000-3-11
如果电气设备的连接点处的供电网络的阻抗低于网络的最大容许阻抗Zmax=0.45 0hms,则该设备符合IEC 610003-11。
电磁干扰
流经导体的电流引起电场和磁场(EMF)。焊接电流在焊接电路和焊接设备周围产生EMF磁场。
电磁场EMF可能会破坏一些医用植入物,如起搏器。对于佩戴医用植入物的人员需要采取必要的保护措施。例如,过路人的准入限制
或焊工个人风险评估。
所有焊工应采取以下预防措施,以尽量减少暴露于焊接电路产生的电磁场(EMF):
•将焊接电缆放在一起-如果可能的话,将它们连接起来;
•尽量保持头部和躯体尽可能远离焊接电路;
•切记请勿把电缆圈在身体周围;
•切记请勿把身体放置在焊接电缆之间。在你身体的同一边保持两个焊接电缆;
•将接地夹钳尽可能靠近焊接区域;
•切记请勿工作太近,请勿倾斜,请勿坐在焊机上;
•切记请勿在移动焊机或送丝机时焊接。
佩戴起搏器的人在使用这个装置之前先应咨询医生。焊接时暴露在电磁场可能会产生对健康其它未知的影响。

5
GYSPOT ARCPULL 200
CN
焊接区域评估和焊接装置的建议
概述
用户根据制造商的说明负责安装和使用弧焊设备。如果检测到电磁干扰,由弧焊设备的用户负责根据制造商的技术援助解决这一问
题。在某些情况下,这种补救措施可能和焊接电路接地一样简单。在其他情况下,可能需要通过在焊接电源和整个工件周围安装输入
滤波器来构建电磁屏蔽。在所有情况下,电磁干扰必须减少,直到它们不再引起麻烦为止。
焊接区域评估
在安装机器之前,用户必须评估安装计划区域可能出现的电磁问题,特别是应该考虑以下方面的问题:
a)其他在现场的在焊机的上面,下面或两侧的电缆(电源电缆,电话电缆,指挥控制电缆)
b)收音机/电视发射机和接受器
c)计算机和其他控制设备
d)工业机械保护等关键安全设备
e)机器附近的人的健康和安全,例如佩戴起搏器、助听器等的人
f)用于校准和测量的设备
g ) 安 装 在 焊 接 区 域 或 需 要 靠 近 焊 机 的 其 它 设 备 。 用 户 必 须 确 保 同 一 室 内 的 设 备 彼 此 兼 容 。 这 可 能 需 要 额 外 的 预 防 措 施
h)一天中要进行焊接或其他活动的时间
设备周围要考虑的区域表面取决于建筑物的结构和在那里发生的其他活动。所考虑的面积可以大于公司规定的限额。
焊接区域评估
除了焊接区域外,对弧焊系统安装本身的评估也可用于识别和解决干扰情况。排放物的评估必须包括CISPR 11:2009中第10条规定的
现场测量。现场测量也可以用来确认缓解措施的有效性。
减少电磁辐射方法的建议
a.国家电网:弧焊必须严格按照厂家的建议连接到国家电网。如果干扰发生,可能有必要采取额外的预防措施,如过滤的供电网络。
应考虑屏蔽金属管道中的电源电缆。必须保证电缆沿电缆长度方向的电气连续性。屏蔽应连接到焊接电源,以确保焊接电流源的传导
和外壳之间良好的电接触。
b.弧焊设备的维护:根据制造商的建议,应提交电弧焊接日常维护检查程序。当焊接设备处于开启状态时,所有的接口、维修口和盖
板都应该关闭并正确锁定。除非制造商说明书中列出的变更和设置,弧焊设备不应以任何方式进行修改。电弧启动和电弧稳定装置的
火花间隙必须根据制造商的建议进行调整和维护。
c.焊接电缆:电缆线应尽可能短,彼此接近,如果不在地上要尽量接近地面。
d.电气连接/电搭接:应考虑在周围区压焊所有金属物体。然而,如果操作者同时接触到这些金属元素和电极,那么与工件相连的金
属物体会增加触电的危险。必须使操作者与这些金属物体绝缘。
e.焊接部件接地连接:当部件未与地面连接时 - 由于电气安全原因或由于其尺寸和位置(船体或金属建筑结构的情况),在某些情
况下,部件的接地可以减少排放。最好避免可能增加用户受伤风险或损坏其他电气设备的部件接地。 如有必要,直接完成部件的接
地连接。对于某些国家不允许直接接地连接的情况,应根据当地法规选择合适的电容器进行连接。
f.保护和电镀:对该区域内的其他电缆和设备的选择性保护和屏蔽可以减少干扰问题。在特定情况下可以考虑整个焊接区域的保护。
机器的运输和搬运
机器配有手柄便于运输。注意不要低估机器的重量。手柄不能用于吊索。
不要使用电缆或焊枪来移动机器。焊接设备必须垂直移动。
切记请勿把装置放在人或物体上。
设备安装
• 焊接时,提供足够的区域以使机器通风并可进入控制装置。
• 切记不能在导电金属粉尘地区使用。
• 为了防止过热,电力电缆、延长电缆和焊接电缆必须完全展开不缠绕。
制造商不对由于机器的错误和/或危险使用造成的损坏的物品和人员承担任何责任。
维修/建议
• 本机器的用户必须接受适合机器使用的培训,以充分利用机器的性能并执行合规工作(例如:车身培训)。
• 当对车辆进行维修时,请检查汽车制造商允许此类焊接。

6
GYSPOT ARCPULL 200
CN
• 主
机的维护与维修须由GYS技术人员进行。第三方对此主机进行的任何干预都将导致保修条件的取消。
• GYS公司对此干预造成的任何事故概不负责。
• 断开电源插头,等待两分钟再使用设备。设备内部的电压与强度很高且很危险。
• 所有的焊接工具在使用过程中都会损坏。检查工具是否状态良好以确保机器的最佳性能。
• 使用焊枪模式时,必须观察不同工具的情况:星焊,单点电极,碳电极…若工具状态不好,请即时清洁或更换。
• 定期取下引擎盖并用空气喷嘴除尘。 借此机会,由合格人员使用绝缘工具检查电气连接。
• 定期检查电源线和焊接电路线束的状况。若出现破损情况,为避免出现危险,请由制造商,其售后服务部或专业人员进行更换。
• 保持焊接电源换气口畅通。
产品安装 - 运行
设备描述 (图-1)
GYSPOT ARCPULL 是一款单相逆变
拉弧焊机,可用于焊接铝或钢材上的拉环和螺柱。设备具有协同操作模式与手动操作模
式。 GYSPOT ARCPULL发电机
1- 键盘
2- On/Off开关
3- 焊枪线束正极快速接头
4- 焊枪线束负极快速接头
5- 焊枪控制连接器底座
6- 焊枪线束出气口
7- 气瓶连接进气口 (15 l/min) (G1/4 D6)
8- 移动手柄
9- USB端口保护帽
10- 电源线
GYSPOT ARCPULL自动焊枪
1- 扳机
2- 电极夹锁环
3- 拉杆锁定滚轮
4- 焊枪线束控制连接器
5- 正极快速接头
6- 负极快速接头
7- 气体连接
8- 绿色LED灯 - ON
9- 蓝色LED灯 - 接触
10- 红色LED灯- 故障
使用界面 (HMI) (图-2)
1- 显示屏
2- G+ 键
3- G- 键
4- D+ 键
5- D- 键
6- 菜单/确认键
7- 返回键
供电 - 启动
• 该设备配有16A CEE7/7型插头,必须连接到三线230V(50-60Hz)单相电气系统上,三线中包含一根中性接地线。GYSpot ArcPull
配备“柔性电压”系统,由110V 和 240V(50 - 60 Hz)之间的接地电气装置供电。实际吸收电流(I1eff)在设备上显示,以获得
最大操作条件。检查电源及其保护装置(保险丝和/或断路器)是否与使用所需的电流兼容。在某些国家/地区,可能需更换插座,已
达到最佳使用条件的状态。用户必须确保插座的兼容性。
• 将On/Off 开关调至“I”处以启动设备。
• 如电源电压高于265 V (显示屏上显示“供电错误»),设备进入保护模式。一旦电源电压恢复到其标称范围,设备恢复正常运
行。
发电机组连接
辅助电源符合以下条件时,设备才能与发电机组一起运行 :
- 电压必须为交替电压,按规定设置,峰值电压低于400V,
- 频率必须在 50Hz 到60 Hz 之间。
必须严格检查这些条件,因为许多发电机组会产生可能损坏装置的高压峰值。
气体保护
此设备可使用或不使用气体保护。
推荐连接纯氩气瓶以获取产品最大性能。
气体流速至少12L/min。

7
GYSPOT ARCPULL 200
CN
将接管拧紧到设备气体入口时,扭矩不要超过5Nm。
采用电弧焊的圆环和螺栓焊接方法
周期 启动 清洗 电弧 悬挂
时间
(ms)
0 à 200 10 à 500 0 à 50ms
I (A) ≈80-150A 10 à 60A 0 à 200A* ≈80-150A
* 当设备供电压为110V 50Hz / 60Hz时,电弧电流限制在100A。
启动:电极短路。触动扳机开始焊接过程并产生电弧。
清洗:低强度电弧清洗钢板。电弧产生的温度可以除去钢板上的杂质 (油脂,油,锌保护等)。
电弧:电弧电流在支撑板上产生熔化并熔化电极的末端。
悬挂:将电极浸没在熔池中。
圆环与螺栓焊接
• 将电极夹安装至焊枪上
(圆环夹或螺柱夹)
• 将电极 (圆环或螺柱) 放置于焊枪工具中
检查焊枪快速接头线的正负极
材料 正极快速接头线连接 (红色标志) 负极快速接头线
钢 钢制快速接头端接 铝制快速接头端接
电镀 钢制快速接头端接 铝制快速接头端接
电镀锌 钢制快速接头端接 铝制快速接头端接
铝 铝制快速接头端接 钢制快速接头端接
铝硅 铝制快速接头端接 钢制快速接头端接
铝镁 铝制快速接头端接 钢制快速接头端接
接地线拉杆锁定滚
轮:
• 如有需要,更改焊接设置 (协同模式或手动模式)
• 将焊枪放置于钢板上
•将电极与钢板接触 (圆环或螺柱) 当焊枪发出嘟嘟声或蓝色LED灯亮起,用滚轮锁定接地线拉杆。
• 扣下扳机
• 焊接结束,抬起焊枪,抽出电极(圆环或螺柱)
• 圆环焊接必须使用新的圆环或通过合适的工具打磨过的圆环(GYS工具编号 : 056763 钢制圆环)。
• 焊接区域须清洁和去油脂。
注释 1 :环焊必须使用新环或通过合适的工具进行磨削(GYS工具 Ref:056763 适用于钢环)。
注释 2:清洁并去除焊接区域的油脂。

8
GYSPOT ARCPULL 200
CN
协同模式焊接 (默认焊接模式)
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
协同模式下,焊接的不同阶段的持续时间和电流由设备自动确定。
设备启动后,使用之前设置的参数开启协同模式。
完善焊接电流 (
值) ,请按 G+ 和G- 键。
增加或减少钢板的厚度 (
值) ,请按 D+ 和 D- 键。
更改协同模式其他焊接参数 (材料,电极类型与大小,气体) ,请参阅“协同设置”章节。
手动模式焊接
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
手动模式下,焊接不同阶段的时间,电流和系数将由用户选择。
通过主菜单访问手动模式。
增加或减少电弧持续时间 (
t ms I A
100 100
zone de
message
值) ,请按 G+ 和 G- 键。
增加或减少电弧电流 (
t ms I A
100 100
zone de
message
值) ,请按 D+ 和 D- 键。
更改手动模式其他焊接参数 (焊接步骤的电流与时间) ,请参阅“手动设置”章节。
主菜单
通过协同模式和手动模式访问主菜单,请按菜单/确认 X键。
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
按 G+和G- 键移动光标。按菜单/确认 键选择光标。
• “设置”访问焊接参数 (协同或手动)
• “手动模式” / “协同模式”改变设备焊接模式 (协同模式 <-> 手动模式)
• “配置” 访问设备高级配置 (语言,气体管理,信息等)
按
返回键可返回焊接屏幕。
协同设置
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
按 G+和G- 键移动左侧光标(材料,气体,电极类型与厚度) 。按 D+和D- 键更改
每项的数值。
按菜单/确认键
可确认协同设置并将返回协同焊接屏幕。
请按
键,跳过设置并返回主菜单。
手动设置
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
按G + 和G- 键连续调节电弧焊过程的不同值(触发和悬挂系数,时间,电流,高度)(参
见“圆角弧焊过程”章节)。
按 D+和D- 键更改数值(系数, 时间,电流,高度)。
按菜单/确认键
可确认手动设置并将返回手动焊接屏幕。
请按
键,跳过设置并返回主菜单。

9
GYSPOT ARCPULL 200
CN
手动模式调节范围 备注
启动 -5 ~ 5 (默认值为0) "默认值可确保在限制短路电流的同时提升电极而不会出现电弧断
裂的风险。
减少起弧将焊接暴露于电弧断裂中
在无效短路电流下增加起弧。"
清洗 10 ~ 60A
0 - 200ms
电弧 0 - 200A* 档设备供电电压为110V ±15%时,将电流限制在100A。
0 - 500 ms
悬挂 -5 ~ 5 (默认值为0) 默认值可确保电极连接到最佳支撑板。
0 - 50ms
高度 0.5mm - 5mm
配置
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
按 G+和G- 键移动左侧光标(提前送气,延气,语言,重置机器,信息) 。
当光标指向提前送气,延气或语言时,请按D+和D-键更改其值。
调节范围 备注
提前送气 无气体,然后 0.2s - 3s 为了执行气体保护焊接,建议提前送气至少0.2秒,流速12L/min。
延气 无气体或0.2s-3s 当在气体保护下进行焊接,建议至少延气0.2秒。
语言 法语,英语,德语,荷兰
语,西班牙语,意大利语
请按
键,返回主菜单。
重置机器
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
从配置菜单中选择“重置机器”,按菜单/确认键 可进入重置机器的子菜单。
按住菜单/确认键
键3秒可确认重置设备。
按住
键返回配置菜单和取消重置设备。
信息板
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
信息板详细标明发电机与焊枪的软件与硬件版本序列号 (若设备已连接)。

10
GYSPOT ARCPULL 200
CN
焊枪接地线拉杆的更换
拆下拉杆
• 松开焊枪顶部旋钮
• 松开前面板螺钉,朝焊枪前部稍微打开机罩
• 拧下固定在其底部拉杆的两个螺钉
• 拉动并移除拉杆
放置拉杆
• 将拉杆重新放置在其槽中,使拉杆的端部与圆环或螺柱的尖端齐平。
• 拧紧固定拉杆的两个螺钉
• 重新放置机罩
• 重新拧紧螺钉
注意: 对于此操作,建议通过松开锁环来移除电极夹。
前面螺钉:
拉杆拧紧螺钉:
接地拉杆槽:
12 cm
电极夹的更换
拆下电极夹
• 轻轻拧下锁定环并从焊枪筒中取出电极夹。
安装电极夹
• 将电极夹放在焊枪筒内。
• 拧紧锁定环,检查确认电极夹已固定。
锁环必须手动拧紧。禁止使用焊钳
螺柱焊夹
螺柱焊夹的设置 (049000 - 048157 - 048164)
• 松开防松螺帽与螺柱焊夹的螺钉
• 在螺帽里插入螺柱。
• 对准螺柱焊夹的螺钉,使其端部与螺柱螺纹底部之间的距离为3mm。
• 固定防松螺帽。
防松螺帽
螺钉
3 mm
螺柱焊夹的放置 (059634 - 059641)
• 将螺柱焊夹插入螺柱焊夹架。
螺柱焊夹 螺柱焊夹架

11
GYSPOT ARCPULL 200
CN
• 将保护喷嘴放置并轻轻拧到螺柱支架上
• 将电极夹重新放置在焊枪筒中
保护喷嘴
• 将保护垫板放置在接地线拉杆末端
• 拧紧垫板的两个固定螺钉,确保接地线拉杆略微齐平,以确保电气接
触。
防滑螺丝铜绿
错误信息,设备异常,故障原因,补救措施
错误代码 含义 故障原因 补救措施
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t
ms
I
A
100
200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1
2.0
message
area
发电机热保护 超出占空比。 等待消息消失以重新焊接
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
电源电压故障 电源电压超出公差或缺
相。
由授权人员检查电气安装。对于110V电网,相
位和中性点间的电压必须在100V和127V之间;
对于230V电网,则需在200V和265V之间。
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t
ms
I
A
100
200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1
2.0
message
area
键盘故障 设备启动时按下键盘上的
键。
有授权人员检查键盘。
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t ms I A
100 200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1 2.0
message
area
焊枪接触故障 焊枪与发电机之间的通信
有问题。
重新连接焊枪,并重启设备若故障持续,请由
授权人员进行检查。
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t
ms
I
A
100
200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1
2.0
message
area
焊枪热保护 超出占空比。 等待消息消失以重新焊接
OVERHEATING DEFECTOVERVOLTAGE DEFECT
COM. DEFECT
Info
Soft gene V0.0
Hard gene V0.0
Soft gun V0.0
Hard gun V0.0
PRESSED KEY
zone de
message
Product reset
:3 sec
to reset
Configuration
> Pregas > 100ms
Postgas 500ms
Language EN
Product reset
Info
Synergic Settings
> Material > Fe
Gas ON
Electrode Ring
THK. elec. 1.5 mm
Main Menu
> Settings
Manual Mode
Configuration
t
ms
I
A
100
200
message
area
Manual Settings
Start-up > Q = 0
OVERHEATING DEFECT
MOTOR DEFECT
Ring 1.5mm
Fe Gas
+1
2.0
message
area
焊枪发动机故障 焊枪机制被阻断 重新连接焊枪,并重启设备若故障持续,请由
授权人员进行检查焊枪。
注:任何需要拆下设备机罩和电气安装的控制必须由合格的技术人员进行。

12
GYSPOT ARCPULL 200
CN
保修
保修范围涵盖自购买之日起2年内的任何缺陷或制造缺陷(零件和人工)。
以下情况,不在保修范围内 :
• 因运输造成的所有其他损坏。
• 零件正常磨损 (如 : 电缆,焊钳等) 。
• 操作不当导致的事故 (电源故障,电压降低, 机器拆卸) 。
• 与环境有关的故障 (空气污染, 生锈, 灰尘) 。
如发生故障,请将设备退还至经销商处,并附上以下材料:
- 购买凭证 (收据,发票….)
- 故障解释说明
技术规格
GYSPOT ARCPULL 200
主要
供电电压
230 V
+/- 15%
110 V
+/- 15%
电源频率
50 / 60 Hz
保险丝 断路器
16 A
次要
空载电压
100 V
额定输出电流(I2)
10
200 A 10
100 A
常规输出电压 (U2)
20,4
28 V 20,4
24 V
根据EN60974-1标准的占空比 (10mn - 40°C)*。
Imax
100%
运行温度
-10°C
+40°C
存储温度
-20°C
+55°C
防护等级
IP21
尺寸 (长x宽x高)
205 x 250 x 330 mm
重量
8,62 kg
GYSPOT ARCPULL 200 (焊枪)
线束长度
3 m
焊枪重量
2,73 kg
*根据EN 60974-1标准的占空比 (10mn - 40°C) 。
在频繁使用期间(高于占空比)热保护可能会启动,此情况下,结束当前焊接并亮起指示灯。
保持设备通电以便其冷却,直到热保护取消。
该设备描述了下降型特征。

13
GYSPOT ARCPULL 200
CN
备件
1
13
14
4
9
12
2
5
6
7
9
10
11
15
8
3
Air ow

14
GYSPOT ARCPULL 200
CN
1
24V 风扇
51018
2
风扇环
71313
3
2道电磁阀 24V
71542
4
气体联接器 BSP20
55090
5
图形屏幕
51992
6
屏幕保护
56175
7
屏幕支架
56172
8
键盘
51961
9
快速接头底座 25
51524
10
焊枪连接器
93226ST
11
On/Off 开关
52460
12
保护罩
43123
13
电子卡
97433C
14
输出电感
63644
15
电源线 3P + 接地 1.5mm²
21570
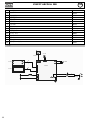
电气图
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
D D
C C
B B
A A
1
GYS SA
134, bld des loges
53941 Saint BERTHEVIN
FRANCE
Gyspot Arcpull
057470 1
Titre
Taille: Référence:
Date:
Dessinateur:
Indice :
Page sur
A3
Fonction: Générateur Gyspot Arcpull
A.CHAUVEAU
16/02/2018
Fonction:
2
97433C
71542
21570
52460
51018
63644
51463
51463
51961
N
L
51992
16
22
93226ST
TERRE
TERRE

15
GYSPOT ARCPULL 200
CN
备件
1
2
9
8
7
3
4
6
5
10

16
GYSPOT ARCPULL 200
CN
1
发动机
71832
2
电子卡
97458C
3
接地棒
93069
4
弹簧杆
55224
5
触发控制
56029
6
锁环
90598
7
环扣
93814
8
前面板
56188
9
拉杆锁定滚轮
56159
10
完整电缆
S81106
电气图
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
D D
C C
B B
A A
2
GYS SA
134, bld des loges
53941 Saint BERTHEVIN
FRANCE
Gyspot Arcpull
057470 1
Titre
Taille: Référence:
Date:
Dessinateur:
Indice :
Page sur
A3
Fonction: Pistolet Gyspot Arcpull
A.CHAUVEAU
16/02/2018
Fonction:
2
97458C
1
2
3
4
6
7
A
B
C
D
56029
Th°
Green
Black
Blue
Red
Pink
Grey
White
Brown
Yellow
Green
M
71832
93069
93069
93814
S81106
l
51459
51459

17
GYSPOT ARCPULL 200
CN
图标
注意!使用前请仔细阅读使用说明
单相逆变机,变压器-整流器
电弧焊
适用于电击风险增加的环境中的切割。但是,焊接电源不应放在这种环境下。
直流切割
Uo
额定空载电压
X(40°C)
根据EN 60974-1标准的占空比 (10mn - 40°C)。
I2
I2:相应常规切割电流
A
安培 (A)
U2
U2:相应充电常规电流
V
伏特 (V)
Hz
赫兹 (Hz)
50或60Hz单相供电。
U1
额定电源电压
I1max
最大额定电流 (有效值)
I1eff
最大有效电流
所用材料符合欧洲标准。如需了解欧盟声明,请浏览我们的网站 (参阅封面页)。
EN60974-1
EN60974-10
Class A
设备符合EN60974-1和EN60971-10 A级标准。
根据欧盟 2012/19/UE 条例, 该零件作为选择性收集对象。请勿扔进家用垃圾箱!
可回收产品
该产品通过全方位分拣系统与选择性回收家用产品包装废弃物系统,由生产厂商参与
进行产品包装回收再利用。
EAC认证产品
气体输入
气体输出
远程控制

18
GYS China
6666 Songze road
Qingpu district, Shanghai
201706 China
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18


















GYS GYSPOT ARC PULL 200 取扱説明書
- タイプ
- 取扱説明書
- このマニュアルも適しています
関連論文
-
GYS ARCPULL 350 データシート
-
GYS GYSPOT ARCPULL 200 データシート
-
-
GYS T3 GYS AUTO データシート
-
-
GYS GYSPOT COMBI 230.E PRO 取扱説明書
-
-
GYS Pack GYSPOT INVERTER BP.LG - 400 V 取扱説明書
-
GYS GYSPOT ALU PRO FV 取扱説明書
-
GYS GYSPOT INVERTER EVOLUTION PTI-s7 - 220V (4M) 取扱説明書