
C51366_V2_17/12/2019
CN
1 - 16
EASYCUT 40
www.gys.fr
单相供电等离子切割机

4
2
EASYCUT 40
图.1
2
3
4
图.2
1
2
3
6
7
4
5
1
7
6
5
8
8

3
EASYCUT 40
CN
安全说明
基本说明
操作前,请仔细阅读说明书。
所有未在说明书内标明的修改与维护,公司概不负责。
由于未遵守本手册中的说明而造成的任何损害或者损坏制造商将不承担责任。如有问题或不确定,请咨询专业人员妥善处理。
环境
本设备只能用于额定板和/或手册上标明的限制范围内的切割操作。严格遵守安全准则。如使用不当或危险使用,制造商概不负责。
安装与储存机器必须在无尘、无酸、无易燃或腐蚀性物品的环境下实行。使用时确保空气流通。
温度范围 :
使用温度:-10°C ~ +40°C (+14°F ~ +104°F)
储存温度:-20°C ~ +55°C (-4°F ~ 131°F)
空气湿度 :
40°C (104°F) 时,湿度小于或等于50%
20°C (68°F) 时,湿度小于或等于90%
海拔 :
最高海拔可达1000米(3280 英尺)
人身安全保护
切割风险性大,可造成严重人身伤害甚至死亡。
切割使人员暴露在危险的热源,弧光辐射,电磁场(心脏起搏器佩戴者注意),触电危险,噪音和气体排放等环境下。
为了保护自身与他人的安全,请遵守以下安全说明:
为了保护免受灼伤和辐射伤害,请穿着能覆盖整个身体的干净、绝缘、干燥和防火的衣服。
戴上绝缘与隔热手套。
使用具有足够防护等级的切割护罩(取决于操作应用)。清洁操作期间,保护双眼。禁止佩戴隐形眼镜。
有时需要用防火窗帘划定区域,以保护切割区域免受电弧射线,喷砂和光废物的影响。
告知切割区域的人员不要固定弧形辐条或熔化部件,并穿着合适的衣服来保护自己。
如工作时噪音超过了规定标准,请佩戴降噪耳机(切割区域的其他人同样需要佩戴耳机)。
请将手、头发及衣物远离活动部件(风扇)。
当切割电源带电时,切勿拆下冷却装置的水槽护罩,制造商为此不承担事故责任。
刚切割过的部件温度高,可能会有灼伤的危险。对焊枪进行维护时,请确保其足够冷却,操作前至少等待10分钟。使用水冷焊枪时
应打开冷却装置,确保液体不会引起灼伤。
为了保护工作人员与财产安全,请保护好工作区域。
切割烟雾与气体
切割产生的烟雾,气体和灰尘对人体有害。预先准备好足够风力的风扇,保持空气流通。若通风不足,可使用新鲜空气面罩。
根据安全准则,检查吸气是否有效。
注意小型环境中切割操作,需要进行远程安全监控。此外,切割中含铅,镉,锌或汞甚至铍的某些材料可能极为有害,并且在切割前脱脂零件。
气瓶必须存放在开放或通风良好的房间内。它们必须直立并摆放在支架或拖车上。禁止在油漆附近进行切割作业。

4
EASYCUT 40
CN
火灾与爆炸的风险
保护切割区域,易燃材料与焊接区域至少保持11米距离。
切割操作附近配备防火设备。
注意喷涂热材料或火花材料,甚至穿过裂缝时,这些材料可能成为火源或爆炸源。
人员,易燃物品和压力容器,必须保持安全距离。
应避免在密闭容器或封闭管中进行切割操作,如果它们已经打开,必须清空任何易燃或易爆材料(油,燃料,气体残留物等)。
打磨操作不应针对切割电源或易燃材料。
用电安全
所用电网必须有一个接地插座。使用标志牌上推荐的保险丝大小。
放电可直接或间接导致事故,甚至造成人员伤亡。
切勿接触带电部件(焊枪,焊钳,电缆)的内部或外部,因为这些部件连接到切割电路。
打开切割电源之前,将其与总电源断开并等待2分钟,以便所有电容器放电。
请勿同时触碰焊枪与接地夹。
请由专业人员更换受损的电缆,焊枪。根据操作需求确定电缆的尺寸。为了隔离切割电路,始终穿着干燥及状态完好的衣服。任何环境下工作,请穿
着绝缘鞋。
EMC设备分类
此A类设备不适用于由公共低压电力系统供电的住宅区。由于传导干扰以及辐射的射频,在确保这些站点的电磁兼容性方面可能
存在潜在的困难。
该设备不符合IEC 61000-3-12 标准,仅在中、高电压上才能连接到与公共电网的专用低压系统。若设备连接公共低压供电网
络,安装人员或设备使用人员则有责任在与配电网络运营商协商后确保设备能够连接。
该设备符合IEC61000-3-11标准。
电磁辐射
电流能通过任何导体产生局部的电场和磁场 (EMF)。切割电流在切割电路和切割设备周围产生电磁场。
EMF电磁场可能会破坏某些医疗植入器,例如心脏起搏器。对于佩戴医疗植入器的人员,应采取保护措施。例如,对限制人员经过,或者对用户进行
个人风险评估。
所有用户都应遵循以下步骤,以尽量减少切割电路对电磁场的影响:
• 请把切割电缆集中摆放 – 如果可以的话,用线夹固定;
• 请尽量将身体与头部远离切割电路;
• 切勿将切割电缆缠绕在身体周围;
• 请勿置身于切割电缆之中。请将2根切割电缆固定于身体的同侧;
• 将电缆靠近零件并尽可能的靠近待切割区域;
• 请勿坐着或侧身工作,切勿靠在切割电源上;
• 携带切割电源时请勿进行切割工作。
心脏起搏器佩戴者在使用设备前需咨询医生。
焊接时产生的电磁场可能会对人体产生不可预知的影响。
评估区域与安装切割设备的建议
概述
用户须根据制造商的说明安装和使用切割设备。若检测到电磁干扰,切割设备使用者应负责在制造商的技术协助下解决问题。在某些情况下,这种纠
正措施可以像切割电路的接地一样简单。在其他情况下, 可能需要在切割电流源周围建立一个电磁屏蔽, 并在整个零件上安装输入过滤器。任何情况

5
EASYCUT 40
CN
下都需要降低电磁干扰。
切割区域的评估
安装电弧切割设备之前,用户必须评估周围环境中存在的潜在电磁问题。请注意以下设备的存在:
a)在电弧切割设备上方,下方及旁边其他电源线,控制线,信号线及电话线的存在;
b)无线电及电视接收器及发射器;
c)电脑及其他控制设备;
d)关键安全设备,例如工业设备保护;
e)邻近人的健康,例如使用心脏起搏器或助听器的人员;
f)用于校准或测量的设备;
g)环境中其他抗干扰的设备。
用户必须确保环境中使用的其他设备兼容。这可能需要额外的保护措施;
h)进行焊接或其他活动的时间。
周边区域的大小取决于建筑物的结构及周围举行的其他活动。周边区域可能超出安装设备的范围。
切割设备安装评估
除了对区域的评估,电弧切割设备的评估还可用于识别和解决干扰事件。排放量评估应包括CISPR 11:2009第10条所指明的现场测量。现场测量还可
以确认缓解措施的有效性。
减少电磁辐射方法的建议
a. 公共供电系统:电弧切割设备须根据制造商的建议连接至公共电网。如果发生干扰,可能需要采取其他预防措施,例如过滤公共供电网络。应考
虑将电缆屏蔽在金属导管中或等同于永久安装的电弧切割设备中。应确保电缆屏蔽线整个长度上的电连续性。屏蔽应连接到切割电源,以确保导管和
切割电源外壳之间的良好电接触。
b. 电弧切割设备的维护:应根据制造商的建议定期维护电弧切割设备。在使用电弧切割设备时,应关闭并正确锁定所有检修门和引擎盖。除制造商说
明书中提到的修改和调整外,不得以任何方式修改电弧切割设备。尤其是,应根据制造商的建议调整和维护避雷器和稳定装置。
c. 切割电缆:切割电缆应尽可能短,放置在靠近地面或地面上。
d. 等电位连接:考虑周围区域内所有金属物体的连接。然而,如果连接切割部件的金属物件接触这些金属元件和电极,则会增加操作者遭受电击的风
险。操作者应避免直接接触这些金属物件。
e. 切割部件接地连接:当待切割部件为了电气安全或者由于设备尺寸与位置而没有接地时,这种情况下,例如船体或建筑物的金属结构,将部件在
某些非系统的情况下连接到地面可以减少排放。应注意避免接地部件,否则可能增加用户受伤或损坏其他电气设备的风险。如有必要,应直接将切割
部件连接到地面,但在某些不允许直接连接的国家,应使用根据当地国家法规规定的合适电容器进行连接。
f. 保护与屏蔽:选择性保护和屏蔽周围区域的其他电缆和设备可以限制干扰问题。对于特殊操作应用,可以考虑保护整个区域。
切割电流源的传输与转换
切割电源配有手柄,便于手提。注意不要低估其重量!不能通过手柄悬吊设备。
请勿使用电缆或焊枪移动切割电源。必须垂直移动。
不要在人员与物体上方运行电源。
设备安装
• 将切割电源放在最大倾斜角度为10°的地板上。
• 提供足够的切割区域,保证焊接电源的通风与操控。
• 请勿在有导电金属粉尘的环境中使用。
• 保护切割电源免受雨淋,避免阳光直射。
• 该设备具有IP21防护等级,意味着:
- 防止设备接触Ø> 12.5mm的危险固体部件
- 可在水滴垂直滴下时发挥保护作用
电源线,延长线和切割线必须完全展开,以防止其过热。
任何不正当或危险使用设备而造成的人身伤害及财产损失,制造商概不负责。
维护 / 建议
开始维护设备前,请拔出电源插座并等待两分钟。设备内部的电压与电流强度高且危险。
设备须由专业人员进行维护。建议设备每年维护一次。
1 - 空气过滤器的维护:
• 必须定期排空空气过滤器。 要执行此操作,请按住过滤器下方的橙色按钮。
• 拆卸:
- 断开气源。
- 抓住水箱,推入插销并将水箱向左旋转45°。
- 将水箱向下拉以取下。
- 过滤部分为白色,如有需要,请进行清洁与更换 (ref. 039735)。

6
EASYCUT 40
CN
2 - 定期维护:
• 定期卸下引擎盖,清除送风机上的灰尘。利用此机会,请专业人员使用绝缘工具检查电气连接。
• 定期检查电源线状态。电源线如若受损,为避免危险发生,必须由制造商,其售后服务部或有关专业人士更换。
• 请勿堵塞设备通风口,以便空气流通。
• 检查焊枪枪体是否有裂缝和裸露的电线。
• 检查消耗品是否正确安装且未磨损。
• 不要使用此设备解冻管道、给电池充电或启动任何发动机。
产品安装 - 运行
仅由制造商认可的专业人员才能对本设备进行安装。安装期间,确保断开主机电源。
原装配备:
EASYCUT 40
Ref. 029743
4 m
TPT 40
2 m - 10 mm²
启动套件
-
气动接头
8 mm
随发电机提供的附件仅适用于相同型号的设备。
设备描述 (图.1)
1- 键盘 + 增量键 5- 过滤器
2- 焊枪连接器 6- 启动/暂停 开关
3- 接地钳连接器 7- 电源线
4- 压缩空气供应连接 8- 空气调节器 (气压调节)
使用界面 (HMI) (图-2)
1- 电源指示灯 (绿色) 5- 选择键 (气压/切割模式)
2- 热保护及过流指示灯 (黄色) 6- 气压选择指示灯
3- 焊枪及气压故障指示灯 7- 开始切割指示灯
4- 切割电流设置 8- 显示测量的压力值 (LED)
电源
本设备配有16A CEE7/7型插头,必须连接到三线230V(50-60Hz)单相电气系统上,三线中包含一根中性接地线。实际吸收电流(I1eff)在设备上显
示,以获得最大操作条件。检查电源及其保护装置(保险丝和/或断路器)是否与使用所需的电流兼容。最好使用由32A断路器保护的32A插座,以便
密集使用。设备必须放置在可以插入插头的位置。
插座通过带接地的230V +/- 15%(50-60Hz)电气系统供电。该设备只能用于受接地线保护的单相电源上。
实际吸收电流(I1eff)在设备上显示,以获得最大操作条件。检查电源及其保护装置(保险丝和/或断路器)是否与使用所需的电流兼容。
主机组连接
本设备不受主机定期发出的过电压保护,因此不建议将其连接到此类电源。
延长电缆的使用
所有延长电缆的尺寸和截面必须与设备的电压相配。
请使用符合国家法规的延长电缆。
输入电压 延长部分 (<45m)
230 V 6 mm²
供气
进气口可由压缩机或高压瓶供给。高压压力计必须用于任何类型的电源,并且必须能够将气体输送到等离子切割机的进气口。这些设备内置集成空气
过滤器(5μm),但根据所用空气的质量可能需要额外的过滤 (可选污垢过滤器,ref. 039728)。
空气质量差的情况下,切割速度、切割质量、切割厚度的能力下降,以及消耗品使用寿命缩短。

7
EASYCUT 40
CN
为了获得最佳性能,压缩空气必须符合ISO8573-1,1.2.2级标准。最大蒸汽压应在-40°C。最大油量(气溶胶,液体和蒸汽)应为0.1 mg/m3。
使用内径为9.5 mm的惰性气体软管和快速连接耦合器将气源连接到电源。
压力不应超过 9 bar。超过则可能引起滤杯炸裂。
空气循环过程中推荐的输入压为5-9 bar,最小流量为305 L/min。
焊枪配置
焊枪在常温下冷却,无需任何特殊冷却程序。
1- 消耗品使用寿命
更换消耗品的频率取决于众多因素:
• 切割金属的厚度。
• 平均切割长度。
• 空气质量 (是否含油、湿气或其他污染物)。
• 从边缘钻孔或切割金属。
• 切割时焊枪与零件的距离。
正常使用情况下:
- 手动切割时,电极最先磨损。
焊枪消耗品
040168040175
4 m
保护喷嘴
喷口 电极喷雾器
040236
040212
2- 焊枪消耗品安装:
更换消耗品前,关闭设备背面的电源开关。
需使用焊枪,必须按顺序对消耗品进行完整安装:电极,喷雾器,喷口和保护喷嘴。
保护喷嘴 喷口 喷雾器 电极 焊枪

8
EASYCUT 40
CN
发电机功能
1 - 将接地钳置于切割零件上。
确保正确的电气接触,不要将电缆放在切割轨迹上。
注意:油漆阻碍金属零件与接地钳的接触,请记得去除油漆。
2- 检查焊枪所有消耗品,并按以下步骤连接:
将焊枪连接器 (A) 插入其凹槽(E)并拧紧B部分。注意拧紧焊枪。
如需拆卸焊枪,请按照上述方法将其拧下。
3- 启动机器,检查电源指示灯(1) 是否亮起。
4 - 配置面板 (图-2)
绿色指示灯 (1) “ON”
设备启动,此指示灯亮起。在电源故障情况下,绿色指示灯熄灭,设备停止运行。
橙色指示灯(2)
过热:此情况下,橙色指示灯每秒闪烁一次。等待几分钟,指示灯熄灭,设备则重新开始运行。
初级电路的过电流:此情况下,橙色指示灯永久亮起。(使用主开关) 关闭设备并重启。
橙色指示灯(3)
焊枪未连接:此情况下,橙色指示灯永久亮起。检查焊枪与保护套的连接。
无气体或气压不足:此情况下,橙色指示灯每秒闪烁一次。检查气体情况并将气压设置为2.5bar以上。检查排气管是否变形。
5- 气压设置 (图-2)
按下 键,选择 。选择介于2.5-6.5bar的气压。
6- 电流设置 (图-2)
使用 旋钮,根据板材类型和厚度设置电流。请参阅等离子切割机外壳上印刷的指南。
7- 切割启动 (图-2)
按下 键,选择 开始进行切割。
安全插销
焊枪配有一个安全插销,以防止意外触发:将其解锁并如图所示按下扳机:
1 2 3
穿戴必要的防护装备。保持与焊枪末端的距离。双手远离切割路径。请勿把焊枪对准自己或他人。
切割技巧
• 将喷嘴略微拖动到零件上以保持有规律的切割。此动作保证了恒定与正确的距离。
• 切割时,确保火花从零件的底部喷出。切割时,火花必须稍微拖到焊枪后面 (与垂直方向呈15°到30°的角度)。
• 若火花从零件的上方喷出,减慢切割速度或将输出电流调至更高。
• 直线切割,请使用标尺作为向导。

9
EASYCUT 40
CN
从零件边缘手动切割
1
接地钳固定在零件上,将焊枪尖端垂直(90°)保持在零件的边缘。
2
按下焊枪扳机以启动电弧,直到焊枪彻底把零件切开。
3
切完零件后,轻轻拖动零件上的尖端,以继续切割。试着保持正常的速度。
零件钻孔/在零件中部切割
1
接地钳固定在零件上,将焊枪与零件保持约30°角。
2
按下焊枪扳机以保持与零件呈30°角的同时启动电弧。将焊枪缓慢旋转到垂直位置
(90°)。
3
持续扣动扳机的同时固定焊枪。若火花从零件的底部喷出,则说明电弧已将零件切
开。
4
切完零件后,轻轻拖动零件上的尖端,以继续切割。试着保持正常的速度。

10
EASYCUT 40
CN
检查消耗品(装配和拆卸,见第8页)
零件 动作 解决方法
喷嘴
检查表面是否有损坏与磨损。 更换看起来损坏的喷嘴 (烧伤的痕迹)。
喷口
目视检查喷口的内孔。
OK NOK
如果内径增大或变形,请更换喷口。
喷雾器
检查喷雾器表面和内部是否有损坏与磨损。
出气口孔无障碍物。
若喷雾器表面损坏或磨损,亦或是出气口孔堵塞,请
将其更换。
电极
目视检查电极的内孔。
OK
NOK
插入件磨损后立即更换电极(移除1.5 mm)。
.
设备异常,补救措施
问题 解决方法
设备无法开启。
- 检查电源线是否连接到插座。
- 检查设备是否由主电源板或电源盒供电。
- 检查电源电压是否过低(低于额定电压15%)。
- 检查断路器是否未跳闸。
引弧空气熄灭。
- 消耗品损坏。
- 喷嘴与电极之间无电接触。
切割空气停止。
- 切割速度过慢。
- 接地钳连接不良。
- 切割高度过高。
穿透不足。
- 切割速度过快。
- 电流不足。
- 零件过厚。
电弧喷射,发出声响。
- 清洁过滤器。
- 必须清洁或更换过滤器滤芯。
保修
保修范围涵盖自购买之日起2年内的任何缺陷或制造缺陷(零件和人工)。
以下情况,不在保修范围内 :
• 因运输造成的所有其他损坏。
• 零件正常磨损 (如 : 电缆,焊钳等) 。
• 操作不当导致的事故 (电源故障,电压降低, 机器拆卸) 。
• 与环境有关的故障 (空气污染, 生锈, 灰尘) 。
如发生故障,请将设备退还至经销商处,并附上以下材料:
- 购买凭证 (收据,发票….)
- 故障解释说明

11
EASYCUT 40
产品性能
铁 < 2 3 6 8 12 13 15 20
铝/铬镍 < 1 2 3 5 8 9 12 15
10 A 15 A 20 A 25 A 30 A 35 A 40 A 40 A
(25°C)
80 % 70 % 60 % 45 % 40 % 35 % 30 % 30 %
CN EN
铁
软钢 Soft steel
铝
铝 Aluminum
铬镍
不锈钢
Stainless
steel

EASYCUT 40
12
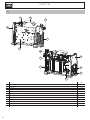
备件
1 主卡 53580
2 前塑料面板 56164
3 PCBA卡 53581
4 塑料手柄 56048
5 过滤器 & 压力调节器 53582
6 塑料网 51010
7 风扇 53586
8 电源线 21464
9 开关 53546
10 保护盒 56166
11 1/4 接地钳连接器 53583
12 输出电感 53584
13 焊枪接头 53585
1
2
3
4
5
6
9
8
7
10
11
13
12

13
EASYCUT 40
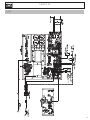
电气图

EASYCUT 40
技术规格
等离子切割机
EASYCUT 40
主要
供电电压
230 V +/- 15%
电源频率 50 / 60 Hz
保险丝 断路器
16 A
次要
空载电压
440 V
额定输出电流(I2)
10
40 A
常规输出电压 (U2)
84
96 V
根据EN60974-1标准的占空比 (10mn - 40°C)*。
Imax 20 %
100% -
60% 10 A
工作压力
2.5
>
6.5 bar
气流 100 l/min
运行温度
-10°
+40°C
存储温度
-25°
+55°C
绝缘等级 F
污染等级 III
效率 85 %
防护等级 IP21
尺寸 (长x宽x高) 42 x 15 x 30 cm
重量 8 kg
*根据EN60974-1标准的占空比 (10mn - 40°C) 。.
频繁使用机器时(> 占空比),热保护系统可能会开启,此情况下,电弧熄灭,显示屏出现图标 。
保持设备通电以便其冷却,直到热保护取消。
电源描述了一种平降型输出特性。
14

15
EASYCUT 40
图标
- 注意!使用前请仔细阅读使用说明。
f
f
1
2
1
- 单相逆变机,变压器-整流器
EN60974-1
EN60974-10
Class A
- 设备符合EN60974-1和EN60971-10 A级标准。
- 等离子切割
- 适用于电击风险增加的环境中的切割。但是,电流源不应放在这种环境下。
IP21
- 防止手指进入危险部位,并防止水滴。
- 直流切割。
U0
- 额定空载电压
X(40°C)
- 根据EN60974-1标准的占空比 (10mn - 40°C)。
I2
I2:相应常规切割电流
A
安培 (A)
U2
- U2:相应充电常规电流
V
伏特 (V)
Hz
赫兹 (Hz)
- 50/60Hz单相供电。
U1
- 额定电源电压。
I1max
- 最大额定电流 (有效值)。
I1eff
- 最大有效电流。
- 所用材料符合欧洲标准。 如需了解欧盟声明,请浏览我们的网站 (参阅封面页)。
- EAC认证产品
- 根据欧盟 2012/19/UE 条例, 该零件作为选择性收集对象。请勿扔进家用垃圾箱!
该产品通过全方位分拣系统与选择性回收家用产品包装废弃物系统,由生产厂商参与进行产品包装回收再利用。
可回收产品
- 温度信息 (热保护)

JBDC
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
















関連論文
その他のドキュメント
-
Bosch CUT 1108 ユーザーマニュアル
-
Krone BA EasyCut R 320 CR 取扱説明書
-
Krone BA EasyCut R 320 CV 取扱説明書
-
Krone BA EasyCut R 280 CV 取扱説明書
-
-
Krone BA EasyCut R 280 CR 取扱説明書
-
Philips SWB9200/00 ユーザーマニュアル
-
ESAB Caddy Tig 2200i AC/DC ユーザーマニュアル
-
ESAB Fabricator EM 400i, Fabricator EM 500i ユーザーマニュアル
-