Fagor CNC 8070は、旋盤やフライス盤などの工作機械を制御するための高度なコンピュータ数値制御(CNC)システムです。このシステムは、工作機械の動きを制御し、部品の寸法と形状を正確に保つために使用されます。Fagor CNC 8070は、使いやすく、強力で、信頼性のあるCNCシステムであり、幅広い工作機械で使用されています。
Fagor CNC 8070を使用すると、工作機械の動きを正確に制御し、部品の寸法と形状を正確に保つことができます。また、このシステムは、工作機械の速度と送り速度を制御し、部品の表面仕上げを改善することができます。さらに、Fagor CNC 8070は、工作機械のツールを自動的に交換することができ、生産性を向上させることができます。
Fagor CNC 8070は、旋盤やフライス盤などの工作機械

快速参考手册
(SOFT 03.0X)(REF. 0509)
CNC 8070
Quick reference
(SOFT 03.0X)
目录
显示屏说明 1
按键说明 2
手动 (jog) 模式 4
MDI 模式 8
自动模式 9
编辑 - 模拟模式 11
"G" 功能表 12
"M" 功能表 16
工艺功能 16
铣削固定循环 17
车削固定循环 21
多重加工 ( 铣削 )30
高级语言 33
操作和功能 39
用户表 40
工具 41
Quick reference
(S
OFT 03.0X)
1
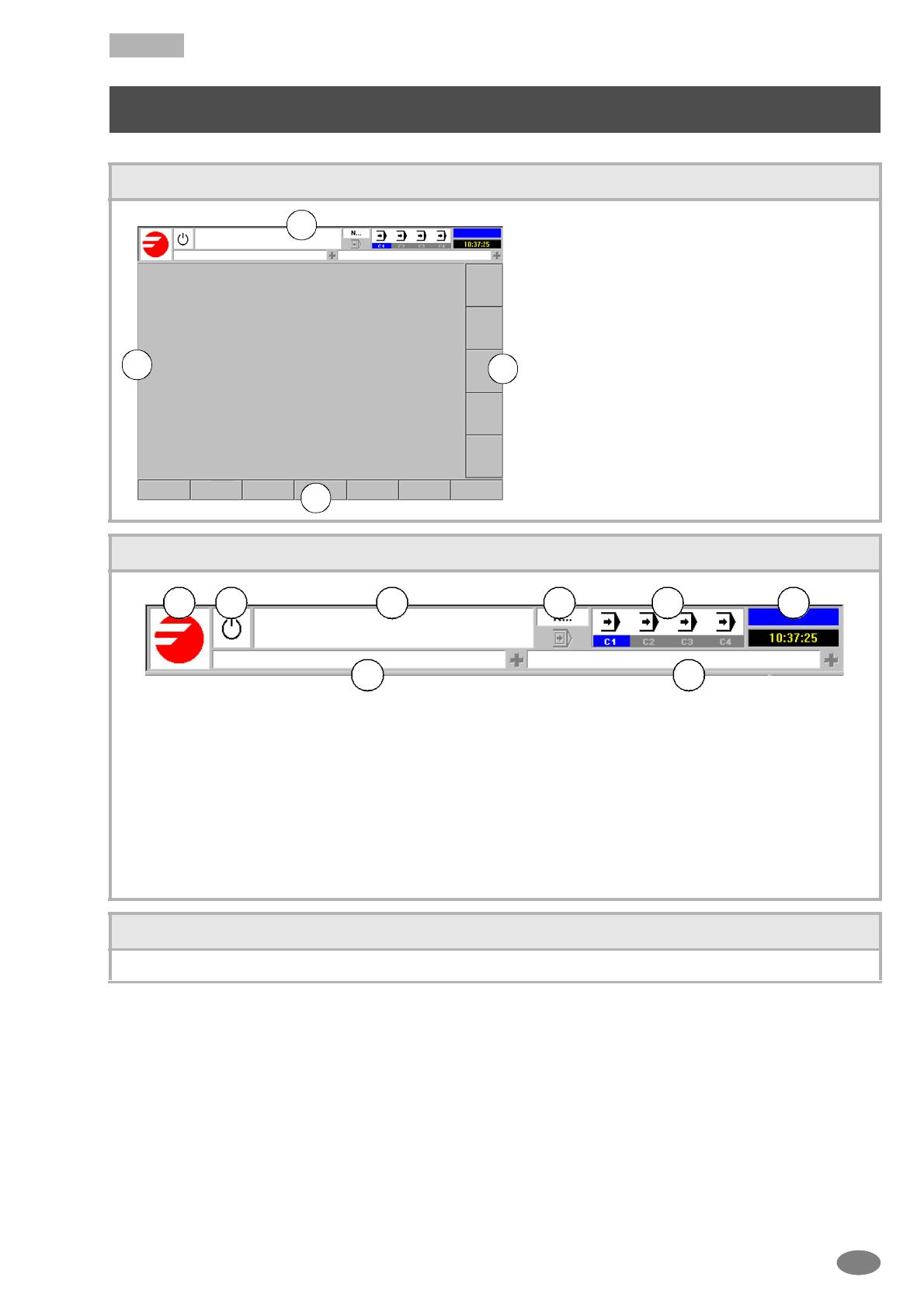
屏幕说明
工作模式屏幕简介
A. CNC 状态栏。
B. 有效工作模式屏幕。
C. 垂直软键菜单。
D. 水平软键菜单。
CNC 状态栏详细介绍
A. 厂商制作的标志。
B. 说明程序有效通道状态的图标。
C. 在现行通道选择的要执行的程序。
D. 在执行的程序段号。底部图标说明单段执行模式有效 。
E. 关于通道的信息。
F. 选择的现行工作模式 ( 自动 , 手动 , 等等 ) 屏幕编码和屏幕变量总编码 。
G. 现行 CNC 信息。
H. PLC 信息。
关闭 CNC
[ALT] + [F4] 关闭 CNC 。
A
C
B
D
A B C D E F
G H
Quick reference
2
(SOFT 03.0X)
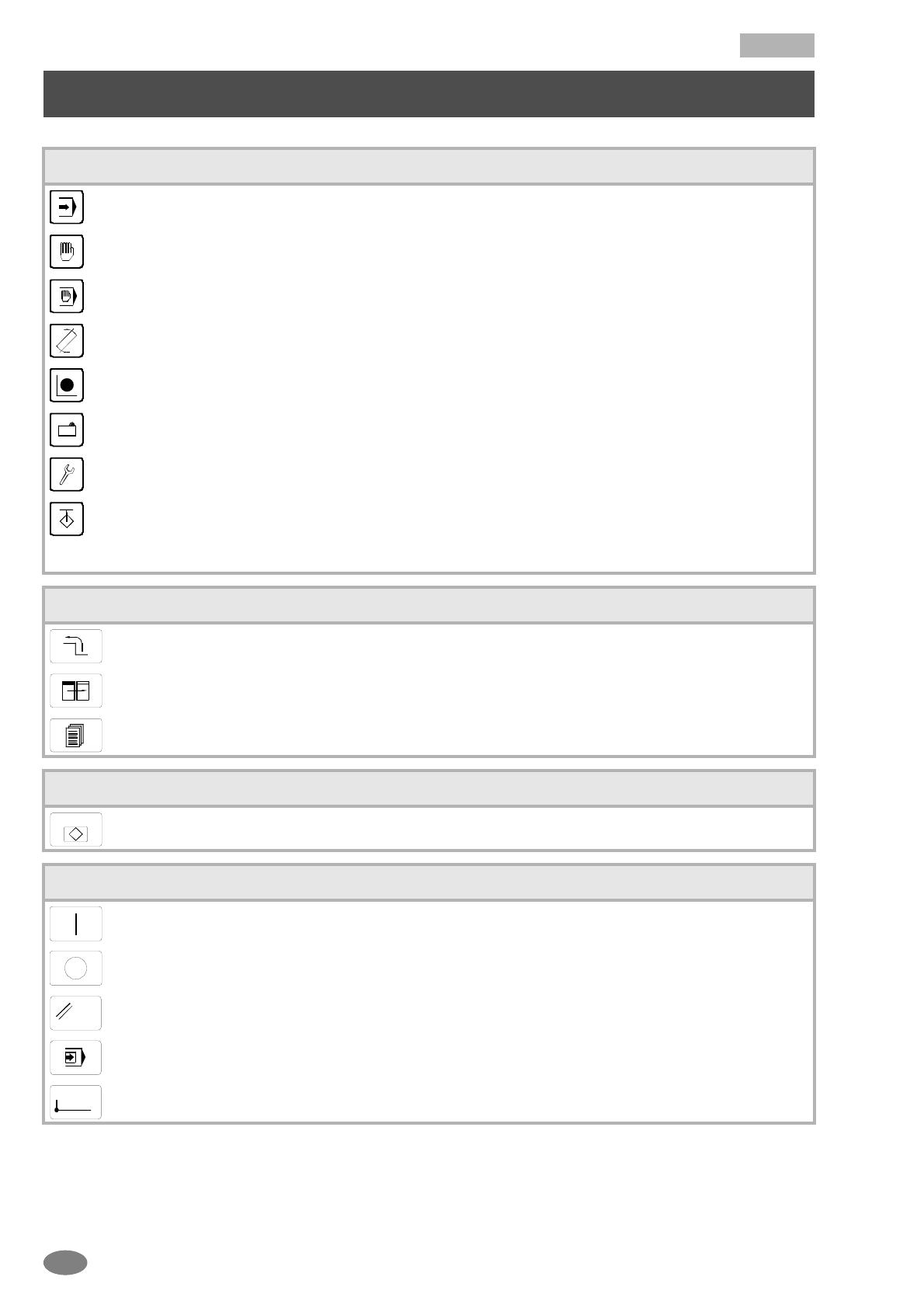
按键说明
工作模式
自动模式 [CTRL] + [F6]
手动模式 [CTRL] + [F7]
MDI 模式 [CTRL] + [F8]
编辑 - 模拟 模式 [CTRL] + [F9]
用户表 [CTRL] + [F10]
刀具和刀库表 [CTRL] + [F11]
工具模式 [CTRL] + [F12]
配置模式。用户可使用机床参数 "USERKEY" 设置该功能
显示所有模式窗口 [CTRL] + [A]
界面操作
上一个窗口 [CTRL]+[F1]
窗口切换 [CTRL]+[F2]
自定义键,用户可使用机床参数设置 [CTRL]+[F3]
帮助
链接 CNC 系统帮助文件
执行键
循环启动键 [START]. [CTRL]+[S]
循环结束键 [STOP]. [CTRL]+[P]
重置键 [CTRL]+[R]
" 单段执行 " 键 [CTRL]+[B]
回零搜索
HELP
?
RESET
ZERO
Quick reference
(S
OFT 03.0X)
3
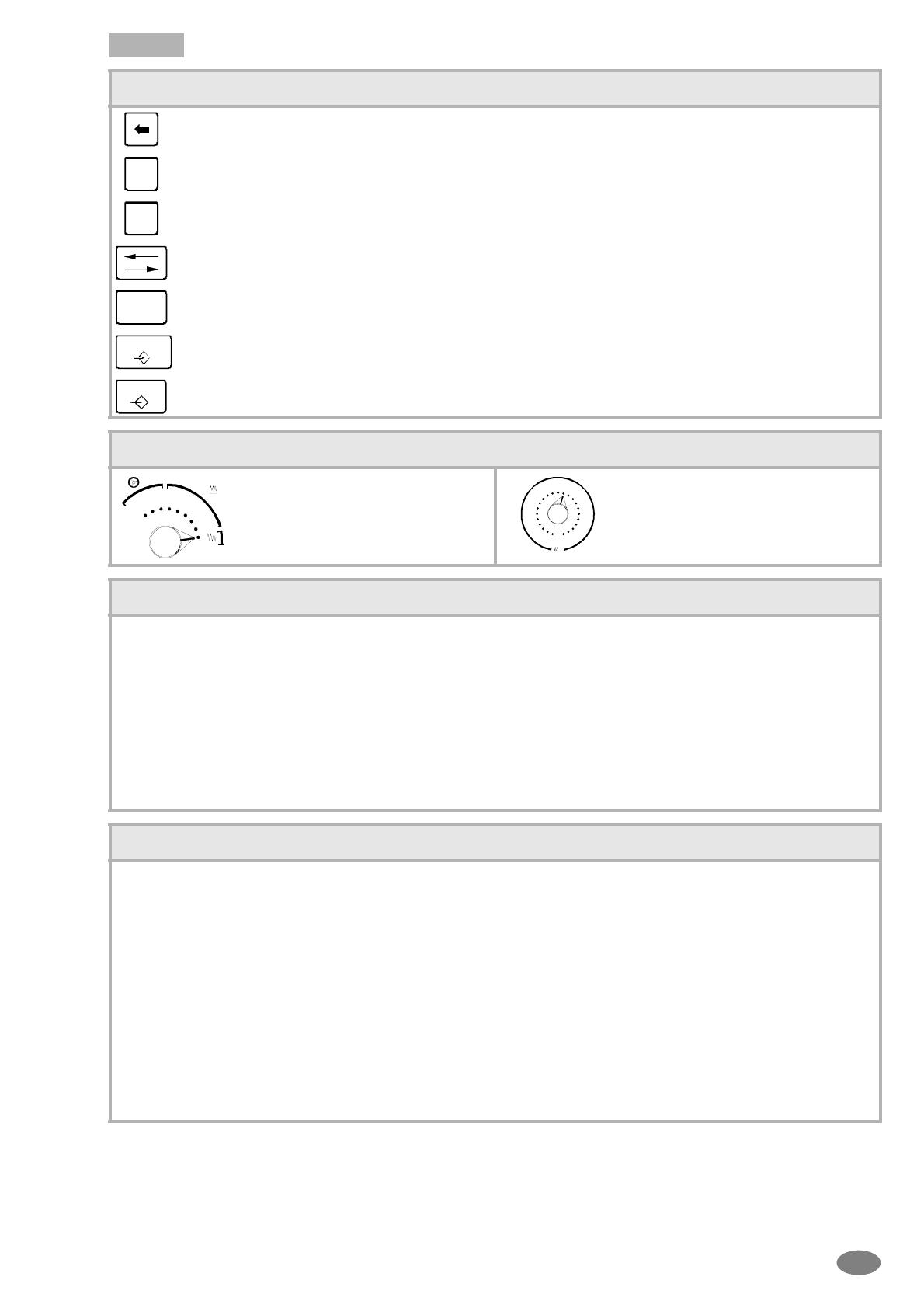
键盘
删除字母 (该键删除光标左侧的字母)
删除字母
插入/覆盖
Tab.
Escape 键
回车键
[RECALL] 键 [CTRL]+[F5]
进给选择
微动方式选择 进给倍率 % 选择
用户界面操作
[CTRL] + [W] 最小化 / 最大化 CNC 系统
[CTRL] + [J] 显示 / 隐藏 虚拟操作面板
[CTRL] + [M] 显示 / 隐藏 PLC 消息列表
[CTRL] + [O] 显示 / 隐藏 CNC 消息列表
[CTRL] + [K] 显示 / 隐藏 CNC 消息列表计算器
[ALT] + [S] 显示 / 隐藏 CNC 通道同步窗口
程序编辑器
[CTRL]+[TAB] 编辑器和错误窗口切换
[CTRL]+[C] 将选定文档复制到剪贴板
[CTRL]+[X] 剪切选定文档
[CTRL]+[V] 粘贴已复制或剪切
[CTRL]+[Z]
撤销最后一次命令
[CTRL]+[G] 保存程序 / 覆盖原有程序
[CTRL]+[HOME] 将光标移动到程序起始位置
[CTRL]+[END] 将光标移动到程序末端
SUP
INS
ESC
ENTER
RECALL
100
10 10
100
11
1000
10000
JOG
FEED
%
0
2
4
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
Quick reference
4
(SOFT 03.0X)
手动 ( 微动 ) 模式
微动键
下列键会因机床使用的键不同而有所不同:
向正方向微动该轴
向正方向微动该轴
快速微动该轴
选择轴
选择微动方向
回零搜索
手动方式 ( 该操作将删除现有的零件坐标系零点 ):
选择要回零的轴 (使用键盘选择)
按回零搜索键
按 [START] 执行回零搜索
按 [ESC] 取消操作
自动方式 :
按回零搜索键
按 [START] 执行回零搜索
按 [ESC] 取消操作
设置坐标
选择要设置的轴 (使用键盘选择)
要设置的值对应的键
按 [ENTER] 设置输入的值
按 [ESC] 取消操作
编程运动 :
选择要移动的轴
输入目标点坐标
按 [START] 执行运动
按 [ESC] 取消操作
X 7
X 7
X
7
X Y Z
ZERO
ESC
ZERO
ESC
X Y Z
ESC
ENTER
X Y Z
ESC
Quick reference
(S
OFT 03.0X)
5
轴的运动
使用微动进行手动操作
1. 连续微动 ( 轴响应面板操作进行运动 )
将操作面板上的微动类型选择开关扳到表盘上的连续微动位置上
2. 增量微动 ( 操作者每操作一次面板,指定轴移动一定的距离 )
将操作面板上的微动类型选择开关扳到表盘上某个增量进给位置上
使用键盘上的 JOG 面板微动需要移动的轴
使用手轮微动轴
电子手轮可用于对轴的运动进行操作
将操作面板上的微动类型选择开关扳到表盘上某个手轮位置上
选定上述设置后,根据使用的手轮类型 (通用的或是独立的),操作过程如下 :
1. 通用手轮 ( 可用于微动机床的任意一根轴 ):
在 JOG 面板上 , 使用键选择要微动的轴 . 如果同时选定多根轴,则同时微动。
CNC 系统根据选择开关的设置和手轮的旋转方向使选定各轴产生运动。
2. 独立手轮 (与特定的轴相关联) :
CNC 系统根据选择开关的设置和手轮的旋转方向使对应的某根轴产生运动。
坐标系的定义
按 [S] 键选择主轴转速
按 [F] 键选择进给率
输入所需的主轴速度或进给率
按 [START] 继续输入数据
按 [ESC] 取消操作
主轴控制
建议在选择主轴旋转方向前先设置主轴转速 (在 MDI 方式下)
以设定的速度启动主轴顺时针旋转
以设定的速度启动主轴逆时针时针
主轴停转
100
10 10
100
11
1000
10000
JOG
100
10 10
100
11
1000
10000
JOG
100
10 10
100
11
1000
10000
JOG
ESC
Quick reference
6
(SOFT 03.0X)
主轴倍率 ( 可用于改变主轴旋转方向 )
主轴定位 ( 用于主轴定位 )
刀具选择与换刀
按下 [T] 键和要使用的刀具的数字编号
按 [START] 执行换刀
按 [ESC] 取消操作
刀具标定
该操作与通过界面软键 " 刀具标定 " 访问
使用界面转换按钮选择标定模式 ( 有探针模式 / 无探针模式 )
按 [ESC] 退出该模式
数据定义 :
使光标选中相应数据,键入所需值并按 [ENTER] 确定
1. 不使用探针标定刀具 :
该方式可用于标定主轴上已安装的刀具的长度 (L)
刀具半径 (R) 必须直接定义。标定刀具长度的步骤如下 :
• 定义用于标定的工件的 Z 坐标
• 选择刀具和刀具偏置
CNC 将刀具装入主轴并显示刀具表中对应偏置值的刀具尺。
• 在 MDI 模式下启动主轴 .
• 手动操作,使刀具接触工件 .
在界面上按下软键 "Calibration"
2. 使用探针进行刀具标定 ( 仅用于机床上有工作台探针的场合 ):
该方式可用于标定主轴上已安装的刀具的长度 (L) 和刀具半径
标定步骤如下 :
• 定义探测距离和进给率 .
• 选择刀具和刀具偏置 .
主轴控制
T
ESC
ESC
ENTER

Quick reference
(S
OFT 03.0X)
7
CNC 系统显示显示刀具表中对应偏置值的刀具尺寸 .
CNC 将刀具装入主轴并显示刀具表中对应偏置值的刀具尺寸 .
• 在界面软键菜单上选择轴和探测方向
• 在 MDI 模式下启动主轴 .
刀具按指定的轴和方向运动,直至碰触探针 .
自动装载零点偏置和夹具偏置表
CNC 列出可用的零点偏置和夹具偏置 .
选择要保存的零点偏置或夹具偏置 .
按 [ENTER] 将偏置值输入参数表 .
按 [ESC] 取消操作 .
注意 :
对于 CNC 系统,若在 MDI 已存的零点偏置和夹具偏置执行程序,可参阅指令 G54,
G55, ... , G59 和 G159.
ENTER
ENTER
ESC
Quick reference
8
(SOFT 03.0X)
MDI 模式
MDI 可用于任意工作模式下 .
在 MDI 模式下进行操作
在 MDI 工作模式下,可进行如下操作 :
• 编辑和执行单段程序 .
• 将已执行的程序段储存为独立的程序 .
标准 MDI 窗口 :
可编辑和执行新程序段,恢复程序历史中的程序段并可在执行前对其进行修改
• 编辑 :
可在编辑行直接编制程序段,也可从程序历史中恢复程序段 .
访问历史和选择程序段 .
确认选择并显示编辑行的程序段 .
取消选取并退出 MDI 模式 .
• 执行 :
按 [START] 执行当前显示在编辑行的程序
按 [STOP] 中断程序执行 .
按 [START] 继续执行 .
按 [RESET] 取消程序执行,并重置 CNC 系统使其回复到初始状态
ENTER
ESC
RESET
Quick reference
(S
OFT 03.0X)
9
自动模式
程序选择
每个通道中可选择不同的程序。程序在其所选的通道内执行。
选择程序时,点击界面菜单中软键按钮 "Select program (选择程序) ",系统会列
出一系列可选择的程序清单。
单段执行模式
启动该模式后,程序在每段的末尾被中断。
选择单端执行模式
刀具检测
该选项仅在程序执行被中断的情况下有效。
按相应键启动刀具检测
轴和主轴的重新定位 :
按界面上相应软键按钮停止刀具检测,并使主轴和各轴返回刀具检测点。
按下界面软键按钮后, CNC 系统会列出脱离位置的各轴的清单。
• 各轴重定位 :
使用界面软键按钮选择轴按 [START] 执行重定位
按 [STOP] 中断重定位并选择其它轴
• 重新加载主轴旋转方向 :
选择相应的界面软键按钮
按 [START] 重置主轴旋转方向 .
Quick reference
10
(SOFT 03.0X)
程序段搜索
该选项可用于在程序中断点任务放弃点继续执行程序。
CNC 系统会给出选断点的选项
返回主界面
• 停止程序段 :
将光标选中的当前行设定为程序历史恢复的最后程序段 .
• 在列表中选择子程序
选择包含子程序的文件夹
选择包含子程序的程序,或在底部窗口中输入程序名。
按 [ENTER] 打开程序
按 [ESC] 取消选取并关闭程序列表
• 次数 :
该值设置停止条件,即被选定作为停止程序段的程序段执行的次数。
输入次数 .
按 [ENTER] 接受该值 .
按 [ESC] 拒绝该值 .
• 自动搜索 :
使用该选项,可使程序历史恢复到程序执行断点。
• 起始程序段 :
它将光标选取的当前行作为程序段搜索的第一段。
有两种方式选择程序段 :
• 使用光标使用界面软键菜单选项 "Text search(文本搜索) " 或 "go to line(跳至行) "
ENTER
ESC
ENTER
ESC

Quick reference
(S
OFT 03.0X)
11
编辑-仿真模式
打开待编辑程序
在仿真模式下选择要打开的程序。这个程序可以是新建程序,也可以是已有程序。每个通道可
编辑和执行不同的程序
在列表中选择程序 :
选择包含所需程序的文件夹,如果选择一个新程序,它将被存储于该文件夹。
在列表中选择程序或在底部窗口中键入程序名。要编辑一个新程序,需在底部窗口中键
入程序名。
按 [ENTER] to 接受选择并打开程序 .
按 [ESC] to 取消选取并关闭程序列表
程序仿真
图形窗口在其底部中央位置显示出编辑在窗口中选中的程序名。
程序仿真过程如下:
选择图形表示类型,维数和视点
在界面菜单中激活所需的仿真选项。
在界面上按软键按钮 [START] 启动仿真
在界面上按软键按钮 [STOP] 中断仿真
在界面上按软键按钮 [RESET] 取消仿真
" 单段执行 " 仿真模式 :
在界面上选择单段执行模式
可在仿真前或正在进行仿真时选择
在该模式下,程序在每个程序段末中断。
在界面上按 [START] 按钮继续。
仿真选项 :
使用界面软键菜单访问仿真选项,点击该按钮会在界面上显示如下选项:
刀具半径补偿 仿真过程中条件停止
软限位 忽略程序段
ENTER
ESC
Quick reference
12
(SOFT 03.0X)
"G" 功能表
M 该功能为模态指令
D
默认状态下,该功能有效
?: 其初始值由机床参数决定
V 该功能在 G- 代码历史中显示
功能 M D V 含义
G00 * ? * 快进
G01 * ? * 直线插补
G02 * * 顺时针圆弧 ( 螺旋 ) 插补
G03 * * 逆时针圆弧 ( 螺旋 ) 插补
G04 * 暂停
G05 * ? * 可控圆角 ( 模态 )
G06 * 绝对坐标系下圆弧圆心 ( 非模态 )
G07 * ? * 方角 ( 模态 )
G08 *
切于前一路径圆弧
G09 *
三点定义圆弧
G10 * *
镜像取消
G11 * * 通道第一轴镜像
G12 * * 通道第二轴镜像
G13 * * 通道第三轴镜像
G14 * *
相对于编程方向镜像
G17 * ? *
主平面 X-Y, 纵轴为 Z 轴
G18 * ? *
主平面 Z-X, 纵轴为 Y 轴
G19 * *
主平面 Y-Z,纵轴为 X 轴
G20 * *
用两个方向定义主平面,纵轴
G30
极坐标原点预设
G33 * *
恒螺距螺纹切削
G36 *
自动半角过渡
G37 *
切入
G38 *
切出
G39 *
自动倒角过渡
G40 * *
取消刀具半径补偿
G41 * * 刀具半径左补偿
G42 * * 刀具半径右补偿
Quick reference
(S
OFT 03.0X)
13
G50 * ?
半圆角
G53 *
零点偏置取消
G54 ! * 绝对零点偏置 1
G55 ! * 绝对零点偏置 2
G57 ! * 绝对零点偏置 4
G58 ! * 绝对零点偏置 5
G59 ! * 绝对零点偏置 6
G60 * 方角 ( 非模态 )
G61 * 受控圆角 ( 非模态 )
G63 * *
刚性攻螺纹
G70 * ? *
英制编程
G71 * ?
公制编程
G72 *
比例缩放
G73 * * 坐标旋转 ( 图形旋转 )
G74 *
回零搜索
G80 * *
取消固定循环
G81 * *
钻削循环
G82 * *
变步长往复式钻削循环
G83 * * 恒步长往复式深孔钻削
G84 * *
攻丝循环
G85 * *
铰孔循环
G86 * *
钻孔循环
G87 * *
矩形型腔铣削循环
G88 * *
圆形型腔铣削循环
G90 * ?
绝对坐标编程
G91 * ? *
增量坐标编程
G92 ! *
坐标系建立
G93 * *
按秒记加工时间
G94 * ?
进给率为每分钟进给
G95 * ? *
进给率为每转进给
G96 * *
恒线速度切削
G97 * *
横转速度切削
G98 * *
退回到起始平面
G99 * *
退回到参考平面
G100 *
探测
功能 M D V 含义
Quick reference
14
(SOFT 03.0X)
G101 *
包含探针偏置
G102 *
不含探针偏置
G108 * *
在程序段开始进给率混合
G109 *
在程序段末尾进给率混合
G112 *
变换轴的参数范围
G130 * *
每轴加速度百分比
G131 * *
所有轴加速度百分比
G132 * *
每轴加加速度百分比
G133 * *
所有轴加加速度百分比
G134 * *
前馈百分比
G135 * * AC- 向前百分比
G136 * ? *
段间圆弧过渡
G137 * ?
段间直线过渡
G138 * *
刀具补偿直接激活 / 取消
G139 * *
刀具补偿间接激活 / 取消
G151 * * *
直径方式编程
G152 *
半径方式编程
G157 * *
零点偏置排除
G158 * *
增量零点偏置
G159 ! *
附加绝对零点偏置
G160 *
在直线模式上的多重加工
G161 *
在平行四边形模式上的多重加工
G162 *
在网格模式上的多重加工
G163 *
在整圆模式上的多重加工
G164 *
在圆弧模式上的多重加工
G165 * 在圆弧 - 弦模式上的多重加工
G170 * Hirth 轴关
G171 * * Hirth 轴开
G180 *
原始设备制造商子程序
G181 *
原始设备制造商子程序
G182 *
原始设备制造商子程序
G183 *
原始设备制造商子程序
G184 *
原始设备制造商子程序
G185 *
原始设备制造商子程序
G186 *
原始设备制造商子程序
功能 M D V 含义
Quick reference
(S
OFT 03.0X)
15
G187 *
原始设备制造商子程序
G188 *
原始设备制造商子程序
G189 *
原始设备制造商子程序
G192 * *
转速限制
G193 *
插入进给率
G196 * *
切削点进给率恒量
G197 * *
刀具中心进给率恒量
G198 *
设置下软行程极限
G199 *
设置上软行程极限
G200
专用手动干涉
G201 *
附加手动干涉激活
G202 * *
附加手动干涉撤销
G261 * * 圆心用绝对坐标 ( 模态 )
G262 * *
圆心相对于起点
G263 * *
圆弧半径编程
G264 * *
圆弧中心修正取消
G265 * *
圆弧中心修正激活
G266 * 进给率修调 100%
G281 *
交互式中心钻循环
G282 *
交互式钻削循环 1
G283 *
交互式钻削循环 2
G284 *
交互式攻螺纹循环
G285 *
交互式铰削循环
G286 * 交互式镗削循环 1
G287 *
交互式矩形型腔循环
G288 *
交互式圆形型腔循环
G289 *
交互式简单型腔循环
G290 *
交互式平面铣削循环
G291 *
交互式矩形凸台循环
G292 *
交互式圆形凸台循环
G293 *
交互式点到点轮廓循环
G294 *
交互式狭槽铣削循环
G295 *
交互式狭槽铣削循环
G296 *
交互式预制空腔型腔循环
G297 *
交互式镗削循环 2
功能 M D V 含义
Quick reference
16
(SOFT 03.0X)
"M" 功能表
功能 含义
M00 程序停止
M01 有条件程序停止
M02/M30 程序结束
M17/M29 子程序结束
M06 换刀
M03 主轴顺时针旋转
M04 主轴逆时针旋转
M05 主轴停
M19 主轴定向
M41-M44 主轴速度范围改变
工艺功能 TECHNOLOGICAL FUNCTIONS
加工进给率 (F)
使用 "F" 可指定加工进给率,它持续有效直至另一条指令修改它。
其单位决定于有效的加工模式 (G93, G94 or G95) 和轴的运动类型 ( 直线或旋转 )
主轴转速 (S)
编程时主轴转速由主轴名和后跟所需的速度值决定。
通道内所有主轴的速度可以在同一程序段内实现。
指定速度值后,该值续效,直至指定另外一个值。
除非另行指定,编程单位均为转 / 分。
如果 G96 有效,则编程单位为 m/min
刀具号 (T)
"T" 指令指定选定的刀具。
刀具可能在 CNC 系统管理的刀库中,也可能在手动操作刀库中 ( 又称 ground tools)。
刀具偏置号 (D)
刀具偏置包含了刀具尺寸信息。
每把刀可能有多个与之相关的刀具偏置
激活刀具偏置前,必须事先定义。为实现此功能, CNC 系统提供了刀具表,对各种偏置值进
行定义。
Quick reference
17
(SOFT 03.0X)
铣削固定循环
在固定循环之前必须定义准备功能 (G), 工艺功能 (F, S) 和辅助功能 (M, H) 。
在固定循环之前也必须编写功能 G98, G99 和运动到加工点的定位运动。
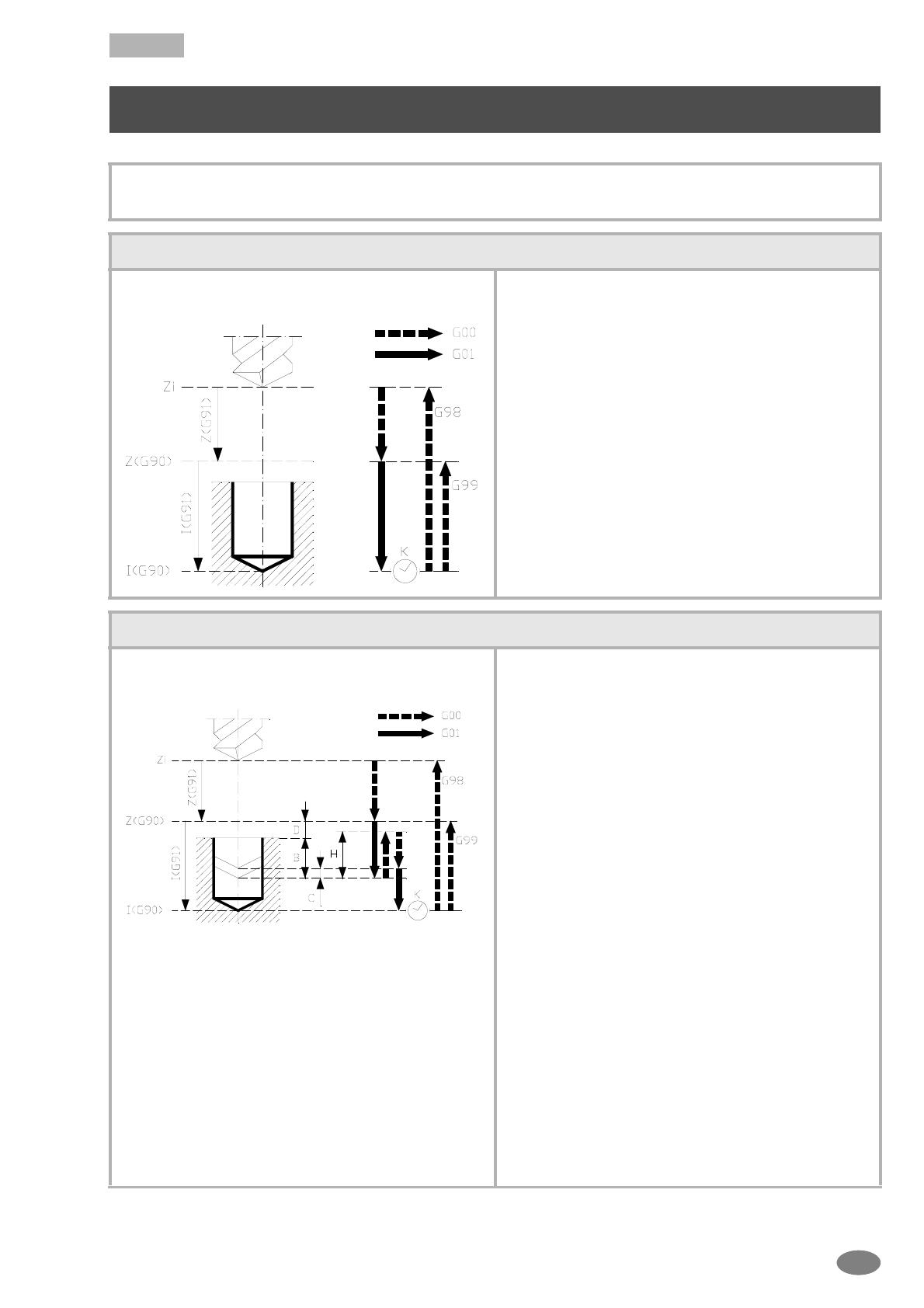
G81. 钻削固定循环
G81 Z I K
Z 参考平面。
I 钻削深度。
K
延迟时间,单位为秒,在钻孔和退回运动
之间。
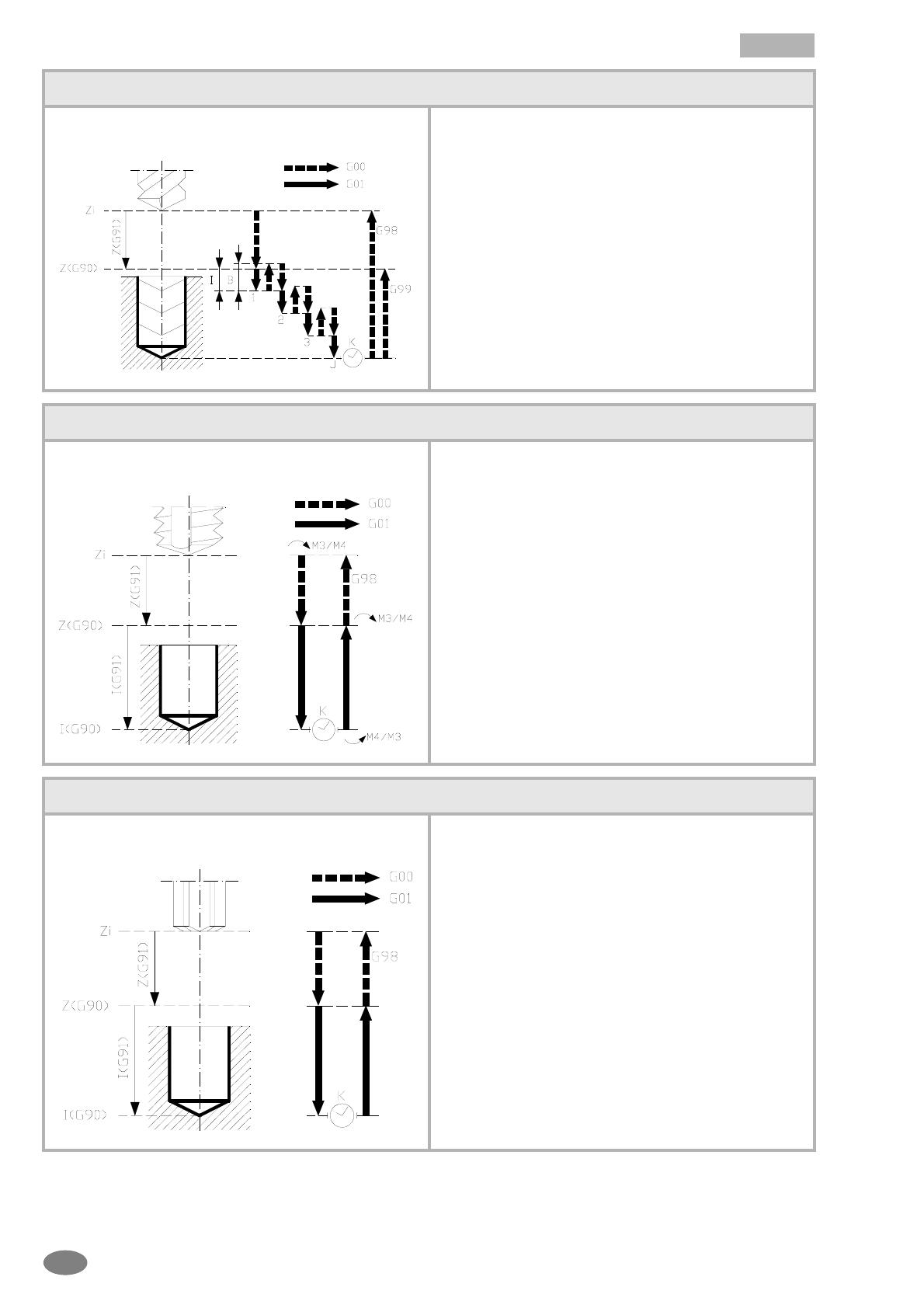
G82. 变长往复式钻削循环
G82 Z I D B H C J K R L
Z 参考平面。
I 钻削深度。
D
参考平面和工件表面之间的距离。
B 单步进给深度。
H
每次单步进给钻孔后,快速 (G0) 返回距离
或坐标。
C 接近坐标。
J
定义在钻入多少以后,刀具以 (G0) 返回
参考平面 (Z)。
K
暂停时间,单位为秒,在孔的底部。
R
增大或减小单步进给深度 "B" 的比例因
子。单步进给深度第一步是 "B",第二步
是 "RB",以此类推。
L
定义钻入的最小值。用于 "R" 值不是 1 的
情况。
Quick reference
18
(SOFT 03.0X)
G83. 恒步长往复式深孔钻削循环
G83 Z I J B K
Z 参考平面。
I 单步钻孔深度。
J
定义钻孔操作需要的钻孔的步数。
B
每次单步钻孔后快速退回 (G0) 的距离 。
K
在孔底的暂停时间,单位为秒。
G84. 攻丝固定循环
G84 Z I K R
Z 参考平面。
I 攻丝深度。
K
暂停,单位为秒。在攻丝和退回运动之
间。
R 攻丝类型。
•"R"=0: 常规攻丝。
•"R"=1: 刚性攻丝。
G85. 铰孔固定循环
G85 Z I K
Z 参考平面。
I 铰孔深度。
K
暂停,单位为秒。在铰孔和退回运动之
间。




















 1
1
 2
2
 3
3
 4
4
 5
5
 6
6
 7
7
 8
8
 9
9
 10
10
 11
11
 12
12
 13
13
 14
14
 15
15
 16
16
 17
17
 18
18
 19
19
 20
20
 21
21
 22
22
 23
23
 24
24
 25
25
 26
26
 27
27
 28
28
 29
29
 30
30
 31
31
 32
32
 33
33
 34
34
 35
35
 36
36
 37
37
 38
38
 39
39
 40
40
 41
41
 42
42
 43
43











































Fagor CNC 8065 for lathes ユーザーマニュアル
Fagor CNC 8070 for other applications ユーザーマニュアル
Fagor CNC 8065 for lathes 取扱説明書
Fagor CNC 8037 for lathes 取扱説明書