
SHINDAIWA 机主/操作手册
EC7600W
切割机
警告
n 请阅读本手册并熟悉其内容。
n 本设备主要设计用于切割建筑材料和金属,具体用途取决于所安装的切
割轮类型。
n 为最大程度地降低人员受伤风险,操作本设备时务必穿戴听力保护装
置、防尘口罩,护目镜和头盔。
n 将本手册保存在触手可及的位置,以便随时参考。
中文
保留备用
Engine Cutter

2
目录
本手册中提供了一些特殊的“注意事项
声明”。
警告
前方带有“警告”字样的声明,包含
应该遵循以避免严重伤害的信息。
注意
前方带有“注意”字样的声明,包含
应该遵循以避免设备受损的信息。
重要信息
前方带有“重要信息”字样的声明,代表
具有特殊意义的信息。
重要提示
前方带有“重要提示”字样的声明,包含
可轻松了解且可让作业更加轻松的信息。
警告
使用这款切割机或任何其他高速电动
工具,都可能出现危险。因此,您必
须采取特定的安全预防措施,以降低
受伤或起火的风险。
以下是设备上的标志及其含义。
阅读并遵循本机主手册进行操作,
否则可能会导致严重伤害。
操作本机械时,务必穿戴护耳罩、
防尘口罩、护目镜和头盔。
不允许使用锯片。
确保其不存在任何破损、
裂缝或扭曲。
请勿在室内或通风条件差的地方运
行引擎。
进行切割时,切割轮可能会产生火
花。请确保周边没有易燃物质。
反冲力可能造成切割轮突然上扬并
向操作员方向反弹。操作本设备
时,只要切割轮的上半部分接触到
物体,就会发生反冲。
声功率级
(根据 2000/14/EC 测得)
shindaiwa 有权随时对产品进行更改,
恕不另行通知,且无义务对之前生产的设
备进行同样的更改。
注意事项声明.......................2
标签和标志.........................2
安全注意事项.......................3
安全和操作信息标签.................7
设备描述...........................8
技术规格...........................9
组装..............................10
向油箱注油........................11
起动/关停引擎.....................12
操作..............................14
检测和维护........................16
长期存放..........................23
故障排除..........................24
装箱清单..........................25
页
注意事项声明
标签和标志
燃油箱开口
启闭
开关
阻风门
额定主轴
转速(转/分)
最大主轴
转速(转/分)
切割轮旋转方
向最大主轴转
速/额定主轴
转速
汽油/机油混合比率
50 : 1
严禁烟火
S
T
O
P
O

3
操作之前
n 儿童或不理解本手册的人员不得使
用本设备。
n 起动或操作设备时,设备附近不得
有他人或动物。
n 切勿碰触正在旋转的切割轮。
n 本设备只能在通风良好的区域使
用。
n 切勿在封闭区域(例如房间、仓库
或隧道)内使用本设备。在封闭区
域内使用本设备,其排出的气体可
能导致严重疾病甚至死亡。
n 排气位置附近不得有他人或动物。
n 切勿吸入排放气体。
n 切勿对本设备的任何组件进行未经
授权的修改或改造,切勿在不安装
切割轮护罩或消声器的情况下运行
本设备。
n 本设备专为单人操作而设计,只能
单人操作。
n 处于疲劳状态或受到任何可能损害
视觉、灵巧和判断力的物质影响
时,切勿操作本设备。
n 操作本设备时,务必穿着合身的衣
服、安全手套、安全防滑鞋、听力
保护装置、防尘口罩,头盔和护目
镜。切勿穿着可能被缠住的宽松衣
物、短裤、凉鞋或饰品。
n 新手操作人员在使用本设备之前,
应从经销商或经验丰富的使用者处
获取实践指导。
安全注意事项
警告
n 为最大程度地降低本设备运转时飞
溅火花点燃衣物的风险,请穿着采
用皮革、密织棉布或经过阻燃处理
的棉布制作的衣物。
n 切勿使用任何非本手册推荐的切割
轮。
n 只有具备空旷工作区域和稳固立足
点的情况下,才能启动或操作本设
备。
n 每日操作本机械的时间请勿超过两
个小时。连续操作本设备的时间请
勿超过十分钟。由于机器有振动,
过长的操作时间可能造成操作人员
患上白指病。
n 切勿在本设备或其燃油附近抽烟或
使用明火。
n 由于消声器和排出气体的温度会升
至很高,因此请确保设备附近没有
任何易燃物质。
n 如果发现燃油泄漏,切勿运行本设
备。
n 确保所有组件都位于合适的位置且
螺栓都已牢牢拧紧。
n 确保切割轮固定牢固且没有受损。
切勿使用裂缝、变形或不平衡的切
割轮。
n 确保皮带张紧程度已调适,且切割
轮护罩、皮带护罩和离合器罩均已
安装牢固。
n 使用前务必检查前把手、后把手和
切割轮护罩,如果零部件损坏,切
勿使用。

4
警告
图
1.
在距离加注燃油地点至少三米
以外的位置起动引擎。
起动引擎
n 在距离加注燃油地点至少三米以外
的位置起动引擎。
n 起动引擎时,应确保切割轮未接触
任何物体或地面。引擎起动后,切
割轮有可能立刻开始旋转。
为设备加注燃油
n 燃油的混合和加注必须在附近无其
他可燃物的室外进行。
n 根据本手册中的说明起动引擎。在
坚实稳定的表面上起动引擎。确保
该区域没有其他人。
起动引擎的工作只能在无任何协
助的情况下由单人执。
n 引擎怠速时,切割轮不应旋转。如
果怠速时切割轮旋转,请降低怠
速。
n 务必避免设备意外运行。
n 在切割材料之前,请熟悉操作期间
可能引发的灰尘、烟雾或液雾相关
风险。
确保采取充分的保护措施以抵御有
害排放物。
可能需要高性能口罩和/或喷水附
件。
n 切勿使用切割机切割或打断石棉制
品或含有/包有石棉的产品。如果您
发现自己可能切割了石棉,请联系
您的主管。
n 打开燃油盖时应缓慢进行,以便释放出
可能存在的积聚压力。
n 切勿在设备尚未冷却时加注燃油。待设
备冷却后再加注燃油。
n 切勿在引擎正在运转时加注燃油。
n 加注燃油后,把所有溢出的燃油擦拭干
净。切割金属时切割轮上可能会产生
火花,这种火花可能会将溢出的燃油点
燃,从而造成严重伤害。
三米

5
警告
反冲
n 反冲的力可能造成切割轮快速上扬
并向操作员方向反弹。
n 只要切割轮的上半部分接触到物
体,就会发生反冲。切勿使用切割
轮的上半部分切割物体。
图
2.
务必了解反冲并为其做好准
备。
图
3.
操作时设备务必低于胸口。
操作
n 本设备必须使用双手固定,一只手
握住后把手,一只手握住前把手。
切勿握持本设备的任何其他部位。
n 本设备操作时高度必须低于胸部。
高于胸部操作可能导致严重伤害。
n 垂直切割时,本设备应保持水平或
将切割轮所在一端略微下倾。水平
切割时,反冲起动器所在的一面应
该朝上。
n 切勿向切割轮的侧面施加压力或冲
击,无论出于何种原因。
n 操作期间,请保持立足点的稳定和
稳固。请勿伸得过长。
n 组队作业时,确保操作人员相互之
间保持至少十米的距离。
n 如果设备掉落或碰撞到坚硬的表
面,应立即关停引擎并检查受损情
况。如发现损伤,应先进行维修,
然后才能继续使用该设备进行作
业。
n 在操作期间,定期检查油箱盖,确
保其保持牢牢拧紧的状态。

6
关停引擎
n 在引擎关停后,切割轮仍然会转动
一段时间。双手牢牢固定住设备,
直到切割轮完全停止转动后,再将
其放置到地面上。
检测和维护
n 在对设备进行任何检测、维护、维
修或清洁之前,应确保引擎和切割
轮已经完全停止并冷却。
n 检测和维护操作应在通风良好且周
围没有易燃物的位置进行。
n 更换零部件时,务必使用
shindaiwa 正品零部件。使用非
shindaiwa 正品零部件可能导致严
重伤害。
n 本手册中未提及的检测和维护操
作,应由 shindaiwa 授权的经销
商来执行。
运输和存放
n 运输本设备时,应确保引擎和切割
轮已经完全停止运转。
n 应使用前手柄携带本设备,并让切
割轮朝向后方。
n 存放本设备时,应确保将切割轮拆
下并将设备放在稳固干燥的位置。
n 将本设备存放在儿童无法够及的位
置。
n 本设备存放时间在几天以上时,应
完全清空其燃油箱。
n 汽油和混合后的燃油,应存放在封
闭干燥且周围没有易燃物的位置。
警告
n 如发现燃油泄漏,请立即关停引
擎。
n 进行切割时,切割轮可能会产生火
花。请确保周边没有易燃物质。
n 切勿切割带电的电线,否则可能会
受到严重的电击。
n 切勿触碰高温零部件,例如消声器
或汽缸,否则可能严重灼伤。
n 切割轮在切割过程中会产生高温,
切勿在切割之后立即触碰切割轮,
否则可能严重灼伤。
n 引擎正在运行时,切勿触碰高电压
零部件,例如火花塞帽和火花塞接
线。
n 吸入
石棉纤维会面临严重的健康风
险,且可能造成严重或致命的呼吸
道疾病,例如肺癌。请勿使用切割
机来切割、损毁或打断石棉制品或
以任何形式使用
石棉的产品。如果
您发现自己可能切割了石棉,请立
即联系您的雇主。

7
DECOMPRESSION
VALVE
PRIMER
T
安全和操作信息标签
重要信息
确保所有安全和操作信息标签皆未受损且
清晰可辨。如果安全和操作信息标签受损
或丢失,请立即更换,这些标签可从您的
授权 shindaiwa 经销商处获取。
图
4
S
T
O
P
O
3140min
3650min
-1
-1
Rated spindle speed
Max spindle speed
No Fire Allowed

8
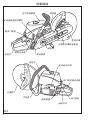
设备描述
图
5
空气滤清器盖
阻风门旋钮
起动注油泵
前把手
汽缸盖
油门扳机锁定装置
化油器怠速调节螺钉
切割轮
切割轮护罩锁定旋钮
皮带护罩
后把手
燃油箱盖
反冲启动手柄
油门扳机
离合器罩
消声器
减压阀
启闭开关

9
技术规格
外部尺寸(长 x 宽 x 高)............................. 770 x 220 x 385 毫米
重量(不带切割轮且油箱无油).................................... 10.6 千克
燃油箱容量 .................................................... 800 毫升
燃油(混合比) ..............................................普通等级汽油
.......................... 建议使用辛烷值至少为 89 的无铅汽油
...................... 50 : 1 (2 %),符合 ISO/CD13738 标准),
................. JASO FC、FD 等级和 shindaiwa 50 : 1 混合油
切割设备
皮带 ..................................................... 6PJ-808
皮带轮比 ...................................................... 2.87 : 1
皮带张紧器 .........................................................弹簧
切割轮 ....................................... 355 x 4.5 x 20 毫米直径
额定主轴转速 ................................................3,140 转/分
引擎
型号 ...............................................风冷二冲程单缸
化油器 ...............................................膜片式、内通型
磁电机 ........................................ 飞轮磁电机,CDI 系统
火花塞 ................................................NGK BPMR7A
起动器 ...................................................反冲起动器
动力传输 .............................................离心式自动离合器
引擎排量 .................................................... 73.5 毫升
最大轴制动功率 (ISO 7293) ...................................... 3.4 千瓦
带切割装置时的最大推荐转速 .................................10,450 转/分
推荐的怠速转速 ..............................................2,500 转/分
油耗
引擎最大功率时的油耗 ....................................... 2.45 升/小时
引擎最大功率时的特定油耗 ................................. 522 克/千瓦时
振动 (EN 28662-1)
前把手/后把手等效振动值 a
hv,eq
.......................... 10.4 /13.1 米/秒
2
声压级 (EN ISO 11201) A计权发射声压级
等效A计权发射声压级 Lp
Aeq
................................. 96.8 分贝(A)
声功率级 (2000/14/EC)
测得的声功率级 .......................................113 分贝(A)
保证的声功率级 .......................................115 分贝(A)

10
重要信息
本设备配备了 20 毫米切割轮轴套。工
具组中提供了适用于 22 毫米和 25.4
毫米切割轮的切割轮适配器。在安装切割
轮之前,先要确定其轴孔直径。如有必要
更换轴套,请拆下芯轴上的卡环,安装正
确尺寸的轴套,然后重新装上卡环。
警告
使用错误尺寸的轴套可能引起切割轮
故障和设备故障,从而导致严重伤
害。
2. 确保启闭开关位于关闭档位,且引擎已停
转。
3. 将内六角扳手插入皮带护罩上的孔内,以
避免芯轴发生转动。参见
图
7。
组装
图
6
操作手册
引擎装置
工具组
图
7
皮带护罩
内六角扳手
安装切割轮
1. 根据下表选择适合作业的切割轮。有
关额外信息,请参见切割轮制造商的
手册。
推荐的切割轮
内孔:20 毫米、22 毫米、25.4 毫米
外径:355 毫米
装配之前
在装配之前,应确保已拥有组装完整设备
所需的全部组件。本设备包含
图
6 所示
的物品。
仔细检查引擎装置有无受损或松脱的螺
栓。如果发现任何物品损坏或缺失,请向
您的经销商核实。
卡环
法兰
轴套
20
毫米轴套
22
毫米轴套
25.4
毫米轴套
传动轴

11
警告
n 向燃油箱注油时,务必确保引擎已关停
且已经冷却。
n 向燃油箱注油或混合燃油和机油的工
作,必须在没有火灾隐患的地点进行。
注意
部分汽油含有作为氧化剂的乙醇!
含氧燃油可能导致工作温度提升。
在一定的条件下,含乙醇的燃料还可
能导致部分混合油的润滑效果降低。
切勿使用任何乙醇含量超过 10 %
(按体积计)的燃油!通用润滑油和
部分外置马达机油可能并不适合用于
高性能风冷二冲程引擎,切勿将其用
于 shindaiwa 引擎。这款引擎经过专
门设计,只能使用将无铅汽油和优质
二冲程混合机油以 50 : 1 的比例混合
制作而成的混合物。
4. 使用扳手拧松螺栓,拆下螺栓和外法
兰。参见
图
8。
图
8
外法兰螺栓
拧紧
拧松
向油箱注油
5. 安装切割轮,将其内孔正确套入轴
套。
警告
使用不适合的切割轮可能导致切割轮
破裂,从而导致严重伤害。
6. 重新装上外法兰和螺栓,然后固定住插入
皮带护罩插孔中的内六角扳手,用扳手拧
紧螺栓。
7. 确保切割轮被牢牢固定。转动切割轮,以
确保其不会摆动。
n 只能使用油泵辛烷值大于或等于 89
的新鲜洁净无铅汽油。
n 以 50 : 1 的汽油/机油比率,将所有
燃油与优质二冲程风冷混合机油混合
在一起。
50 : 1 混合量示例
n 五升汽油需加入 100 毫升混合机油。
重要信息
混合燃油的制作数量满足当前所需即可。
如果燃油储存时间超过三十天且油料中不
含燃料稳定剂,则应先使用燃料稳定剂
(例如 StaBil™)进行处理。
1. 用某种容器提前混合汽油和机油。先
倒入机油,然后添加汽油。
2. 逆时针旋转油箱盖,将其取下。
3. 向邮箱内注入混合后的燃油,完成后
将油箱盖盖上并拧紧。
4. 所有溢出的燃油都必须完全擦除。确
保设备不会漏油。

12
7. 用右手抓住反冲起动手柄,慢慢提拉
起动器手柄直到感觉起动器啮合,然
后…
8. …迅速提拉起动器手柄以起动引擎。
注意
n 使用不当可能导致反冲起动器受
损。
n 切勿将起动器手柄拉到底。
n 务必待起动器啮合之后,再起动引
擎。
n 务必慢慢将起动器拉绳放回,切勿
直接撒手。
9. 如果引擎成功起动,请将阻风门推回
原位(阻风门开启)。
10. 如果引擎没有继续运行,请再次拉动
起动器手柄。
11. 引擎启动后,让引擎加速运转几次,
以清除燃烧室中多余的燃油。
重要信息
除非首先压下锁定杆,否则无法扣动油门
扳机。
操作油门会自动脱离高速空转状态。
12. 让引擎以怠速运行二-三分钟进行预
热。
引擎冷起动
警告
n 在起动引擎之前,请将设备放置在
干净水平的表面上。确保拥有牢固
的立足点并始终牢牢抓住设备。
n 移动至距离加油地点至少三米以外
的位置,然后再起动引擎。
n 确保切割轮不接触任何物体。引擎
起动时,切割轮可能会旋转。
n 远离旁观人员。
n 切勿在未安装切割轮的情况下起动
引擎。
图
10
起动/关停引擎
图
9
起动注油泵
阻风门
1. 将启闭开关移至 (I) 位。
2. 重复按压几次起动注油泵,直到起动
注油泵内燃油快注满时为止。
参见
图
9。
3. 按下减压阀。
4. 将阻风门全部拉出(阻风门关闭)。
油门会自动设置为高怠速。
参见
图
9。
5. 将设备放置在坚实的地面上。
6. 将右脚放在后把手内,左手放在前把
手上,将设备固定。参见
图
10。
减压阀
启停开关
S
T
O
P
O

13
引擎热起动
1. 将启闭开关移至 (I) 位。
警告
怠速时切割轮不得旋转。如果怠速时
切割轮发生旋转,请调节怠速调节螺
钉以降低怠速。
2. 按下减压
阀。
3. 将阻风门全部拉出,然后将其推回原
位(阻风门开启)。油门自动设置在
高怠速档位。
4. 按照上一页
引擎冷起动的第五步到第
12 步进行操作。
如果引擎无法起动
如果引擎起动失败,请重复引擎冷启动或
热启动的相应起动步骤。
警告
远离明火!
如果引擎仍然无法起动
1. 将阻风门全部拉出。
2. 拧下空气滤清器盖上的旋钮并拆下空
气滤清器盖。参见
图
11。
图
11
3. 拧下固定滤芯的两个螺栓,取出滤
芯。参见
图
12。
图
12
阻风门
4. 使用火花塞扳手,拆下火花塞帽并断
开火花塞的连接。参见
图
13。检查火
花塞电极是否被燃油浸泡。
5. 如果火花塞上有液体,请彻底去除这
些液体。在火花塞已拆除的状态下,
启动几次引擎,以清除燃烧室中多余
的燃油。
6. 依次将火花塞、火花塞帽、空滤器和
空滤器盖装回原位。
7. 根据上文中的相应起动步骤进行操
作。
8. 如果火花塞上没有液体,则燃油可能
没有正确地供给至燃烧室。
n 检查燃油过滤器和化油器。请参见
“检测和维护”章节。
n 请参见第 24 页的“故障排除”章
节。
如果引擎仍然无法起动,请联系您的
shindaiwa 经销商。
关停引擎
让引擎以怠速运转二-三分钟,然后将启
闭开关移至 (O) 位置。
图
13

14
警告
n 设备旁边有他人或动物时,切勿起
动或操作设备。
n 注意反冲! 反冲的力可能造成切割
轮快速上扬并向操作员方向反弹。
只要切割轮的上半部分接触到物
体,就会发生
反冲。切勿使用切割轮的上半部分
切割物体。
n 操作本设备时,务必穿着合身的衣
服、安全手套、安全防滑鞋、听力
保护装置、防尘口罩,头盔和护目
镜。
警告
使用切割机时,切割轮护罩必须牢牢
固定在位,以抵御切割轮破片。如果
没安装好切割轮护罩,则切割轮破片
可能会高速飞出,击中您或他人,很
可能导致严重伤害。
湿法或干法切割
本设备经过专门设计,既可使用湿法切
割,也可使用干法切割。本设备可配备喷
水抑尘套件,但需要单独订购。请参见随
喷水抑尘套件提供的装配和操作说明。
调节切割轮护罩的角度
调节切割轮护罩的位置,使其能够有效抵
御切割轮破碎时飞向操作人员的碎片。要
调节切割轮护罩的位置,首先请拧松锁定
旋钮(逆时针)。切割轮护罩位置调适
后,牢牢拧紧锁定旋钮。参见
图
14。
操作
图
14
切割
本设备以 8,500 至 9,500 转/分的速度
运转时,切割效率最高。引擎全功率运行
时,向切割轮施加些微朝向切割对象的
压力,即可让引擎转速保持在 8,500 至
9,500 转/分之间。对切割轮施加过大的
压力会导致切割轮转速降低,从而大幅降
低切割效率。
1. 确保具备空旷的工作区域和稳固的立
足点。
2. 将切割轮垂直对准某个物体。以低速
开始切割,然后逐步提升速度。
切割轮护罩
锁定旋钮
切割轮护罩锁定
切割轮护罩解锁

15
警告
在对切割机进行任何操作之前,请确保引擎已关停且点火开关位于“关闭”位。
3. 使用六毫米内六角扳手,拆下两个皮
带护罩螺栓,然后将皮带护罩向前滑
动以将其取下。参见
图
17。
重要提示
对于配备了喷水套件的设备,请拧松两个
喷水口并断开主供水管路与两个喷水口
的连接。
1. 拆下切割轮(参见第 10 页和第 11
页)。使用十字螺丝刀,拧松张紧螺
钉,直到张力指示器完全退出刻度范
围为止。参见
图
15。
图
15
图
18
4. 将刀架从安装面上取下,并将刀架转
动 180
0
,然后重新安装到安装面的右侧。
参见
图
18。
反装切割轮以便完成平切操作
张紧螺钉
张力指示器
拆下切割轮
2. 再将张紧螺钉拧松四-五圈使其向后
退,从而在张紧螺钉接触刀架的位置
留出足够的间隙,方便刀架换一面安
装。参见
图
16。
图
16
刀架
张紧螺钉
图
17
六毫米内六角螺栓
拧松两个螺栓
皮带护罩

16
检测和维护
项目 操作 每日 每周 每月 根据需要
空气滤清器 清洁 n
切割轮 检查和磨锐 n
螺栓/螺钉 检查和重新拧紧 n
然油箱盖 检查泄漏 n
燃油箱 检查泄漏 n
切割轮护罩 检查功能 n
离合器轴承 加润滑脂 n
皮带 检查和调节 n
火花塞 检查和清洁 n
汽缸散热片 清洁 n
燃油过滤器 清洁 n
化油器 调节 n
检测和维护要求
图
19
六毫米内六角螺栓
图
20
排放控制装置和系统的维护、更换或维修,可由任何维修机构或人员执行。
但是,保修项目必须由 YAMABIKO CORPORATION 授权的经销商或维修中心进
行且使用授权零部件,如果使用性能和耐用性都较低的其他零部件,则可能影响排
放控制系统的效率,还可能对保修索赔的结果带来影响。
5. 确保传动带完全嵌入驱动皮带轮凹槽
内,滑动皮带护罩将其装上,然后将
两个内六角螺栓从安装面左侧旋入,
待螺栓坐落到皮带护罩上即可。
参见
图
19。
6. 调节张紧螺钉,直到张力指示器达到
刻度的中央为止。参见
图
20。
7. 将两个安装螺栓牢牢拧紧。
8. 重新连接主供水管路,调节并重新拧
紧喷水口(如果配备了喷水套件)。
9. 重新安装切割轮。

17
警告
检测和维护操作应在通风良好且没有
火灾隐患的位置进行。
空气滤清器积尘会影响引擎的寿命。每次
开始操作前,都必须清洁空气过滤器。
每天清洁一次空气过滤器,每运行 20
小时就应根据以下步骤更换过滤器。
参见
图
21。
1. 将阻风门拉杆拉出,这样灰尘就不会
进入化油器。
2. 拧下空气滤清器盖上的旋钮,并拆下
空气滤清器盖和过滤器。
3. 拆下过滤器的预滤器。
4. 用肥皂和水清洁预滤器并将其晾干。
5. 如果能使用压缩空气,可从过滤器内
侧向外侧吹扫以去除灰尘。如果没有
压缩空气设备,可拿着滤芯在硬表面
上轻轻拍打以去除灰尘。
重要信息
清洁过滤器时,也应清洁过滤器壳体和滤
清器盖内侧。
6. 将预滤器重新装到过滤器上,然后将
过滤器放入过滤器壳体并装回原位。
确保两个过滤器螺栓都牢牢拧紧。
7. 装回滤清器盖并确保旋钮牢牢拧紧
清洁空气滤清器
阻风门拉杆
空气过滤器
预滤器
图
21
拧下旋钮
拆下过滤器
和预滤器

18
调节化油器
新设备无需调节化油器。工作条件(例如
大气压力或温度)发生变化,或在使用超
过十小时后设备条件发生变化,且您认为
有必要时,才可调节化油器。
如果您不熟悉化油器的调节技术,请咨询
您的经销商。
根据以下步骤,调节化油器。
警告
调节化油器时,应确保使旁观者远离
且切割轮不接触任何物体,因为在调
节化油器期间,切割轮可能会转动。
1. 在进行调节之前,请根据前文所述清洁空
气过滤器,然后让引擎以怠速运行几分钟
进行预热。
图
22
调节怠速
要调节怠速,请用螺丝刀转动怠速调节螺
钉。参见
图
22。
顺时针转动可提升怠速。调节怠速,使切
割轮不会在怠速运转时转动。
推荐的怠速:2,200 至 2,600 转/分
高速和低速油针
高速和低速油针是固定的,无法调节。

19
清洁汽缸散热片
警告
清洁汽缸散热片之前,应确保引擎已
经冷却。
汽缸散热片之间可能会积聚灰尘和污垢,
从而导致引擎过热。为了维持高工作效
率,应每月清洁一次汽缸散热片。
火花塞维护
如果引擎变得难以起动或怠速不稳定,请
根据以下步骤对火花塞进行检查。
1. 拆下火花塞。请参见第 13 页“如果
引擎无法起动”上的步骤。
2. 用钢丝刷清洁电极。必要时,可调整
电极间距。此间距应该是 0.6 毫米。
参见
图
24。
图
24
0.6
毫米
图
25
离合器罩
螺栓
标记
皮带护罩
垫圈
张紧螺钉
检查传动带
在运行一段时间后,传动带会逐渐松弛和
磨损,应根据以下步骤进行定期检查和调
节。如果皮带磨损、撕裂、出现裂纹、划
伤或受到其他损坏,请立即将其拆下,换
上新皮带。
调节皮带张紧程度
1. 将皮带护罩上的两个螺栓拧松一圈。
参见
图
25。
2. 转动张紧螺钉,使垫圈对准离合器护
罩上的标记。
3. 拧紧皮带护罩上的两个螺栓。

20
检查切割轮
警告
切勿使用破损、裂缝或变形的切割
轮,否则运行时切割轮可能会破裂,
从而造成严重伤害。
在起动引擎之前,务必检查切割轮的状
况。确保其不存在任何破损、裂缝或扭
曲。参见
图
28。
有问题的切割轮必须取下,换上新的切
割轮!
金刚石锯片的刀头应定期磨锐,以保持切
割效率。参见第 21 页。
更换传动带
1. 拧松张紧螺钉。拧松皮带护罩上的两
个螺栓,然后将皮带护罩向右滑动,
将其取下。参见
图
26。
2. 拧松离合器罩上的两个螺栓,将离合
器罩取下。
3. 取下旧皮带,换上新皮带。
图
26
张紧螺钉 离合器罩
螺栓
皮带护罩
4. 重新装上离合器罩和皮带护罩,然后
调节皮带的张紧程度。
图
27 为拆开
后的图示。
向前滑动可拆下
图
27
图
28
裂缝
刀片缺口
刀片磨损
变形或扭曲
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
ページが読み込まれています...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28



























